2足歩行ロボット自作・キット用パーツの板金加工・アルミアルマイト加工例
主にアルミ板(A5052P)の板金加工による2足歩行ロボットの自作用部品・キット用パーツの加工実績・製品サンプルをご紹介しております。

精密板金 wiz では、二足歩行ロボット用の部品加工・骨格となるフレームパーツの製作などをお請けしております。
2足歩行ロボット自体の製造・販売は行っておりませんが、個人様のご趣味などで世界に一つしかないオリジナルのロボットを自ら設計して自作したいという方や、二足歩行ロボットメーカー様などからのロボットフレームパーツなどの部品加工をお引き受けすることで、2足歩行ロボットの製作を積極的にお手伝いをいたします。
ここでは、個人様の自作のホビー用・趣味目的のロボット部品や、企業様がロボットキットとして販売するための販売キット用、ロボワン(ROBO-ONE)大会出場用、大学研究室の知能ロボット用の部品など、多くの製作例をご紹介しています。
また、アルミの表面処理として一般的なアルマイト処理の加工例としても参考にしていただけます。
精密板金・板金加工品のサンプルとして、実際に製作した二足歩行ロボットパーツのタイプや加工方法、用途、図面形状などの情報も公開できる範囲で掲載しておりますのでお見積もり・ご注文の際の参考にしてください。
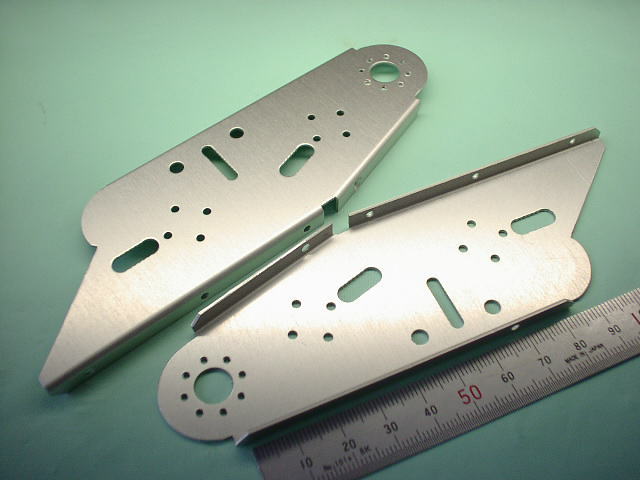
二足歩行ロボット自作・ホビー用|アルミ板 A5052P アルマイト加工例
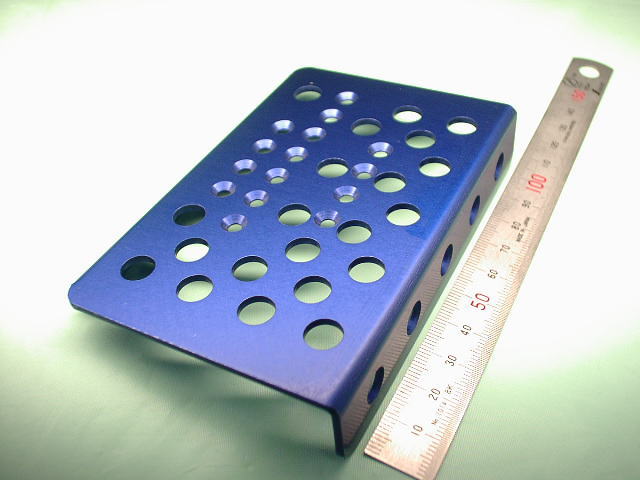
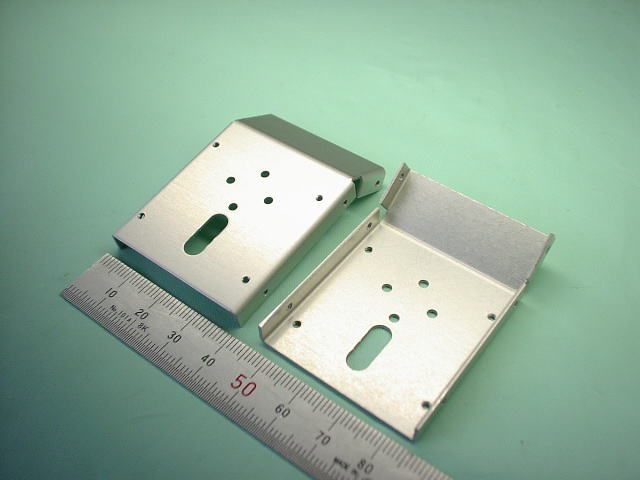
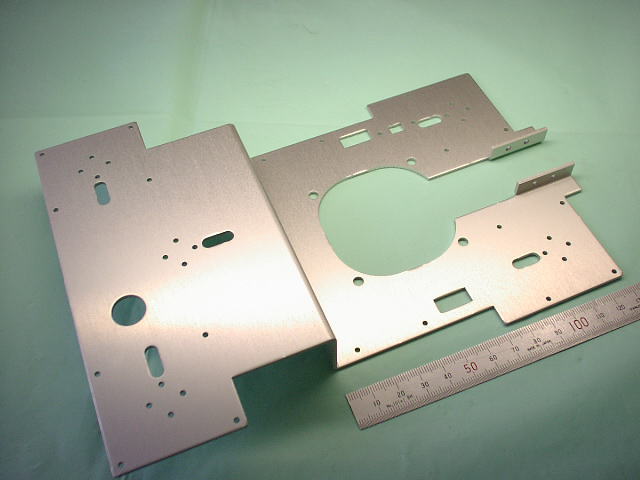
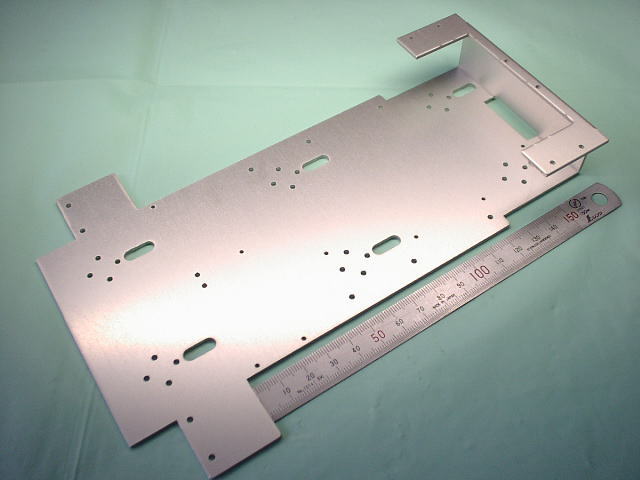
2足歩行ロボット用部品の精密板金・板金加工サンプルとして、個人様向け、趣味・ホビー用に使用する赤や青、白アルマイト処理を施したホビー用自作二足歩行ロボット用パーツの精密板金加工実績です。
製品サンプル写真(クリックで拡大)
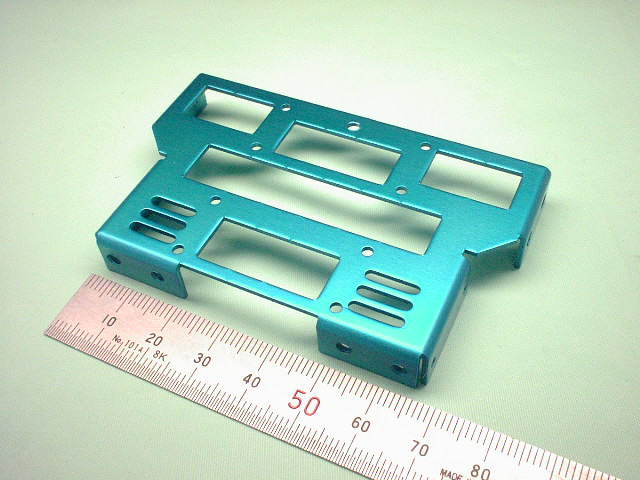 【例1】:アルミ板 A5052P t1.2 青アルマイト
【例1】:アルミ板 A5052P t1.2 青アルマイト
 【例2】:アルミ板 A5052P t1.2 青アルマイト
【例2】:アルミ板 A5052P t1.2 青アルマイト
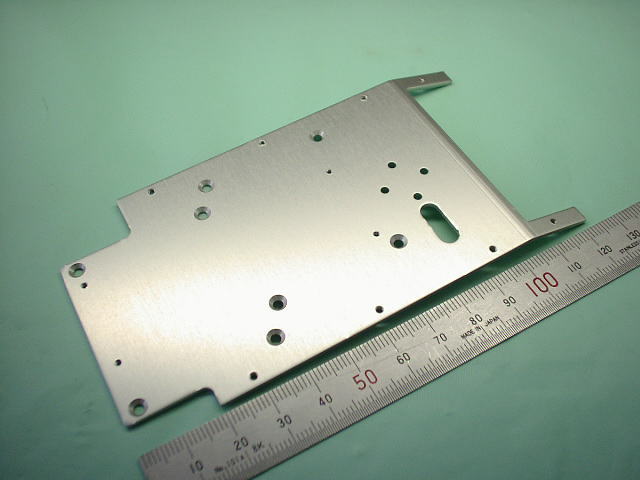
 【例3】:アルミ板 A5052P t1.2 赤アルマイト
【例3】:アルミ板 A5052P t1.2 赤アルマイト
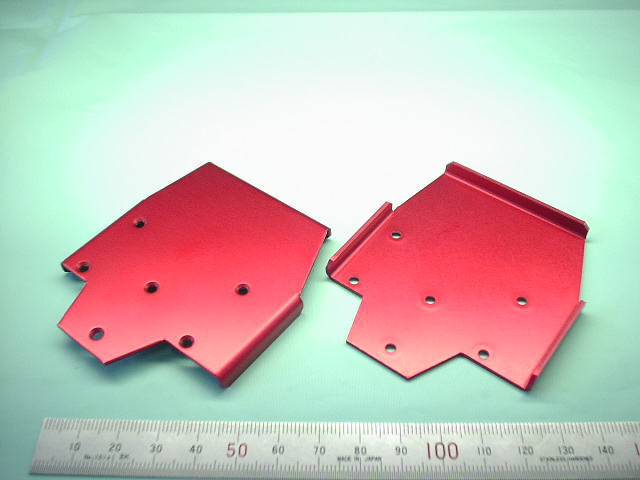 【例4】:アルミ板 A5052P t1.5 赤アルマイト
【例4】:アルミ板 A5052P t1.5 赤アルマイト
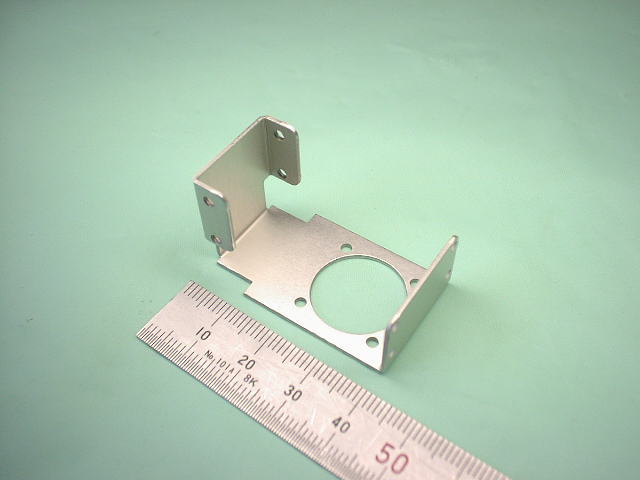
 【例5】:アルミ板 A5052P t1.2 白アルマイト
【例5】:アルミ板 A5052P t1.2 白アルマイト
 【例6】:アルミ板 A5052P t1.2 白アルマイト
【例6】:アルミ板 A5052P t1.2 白アルマイト
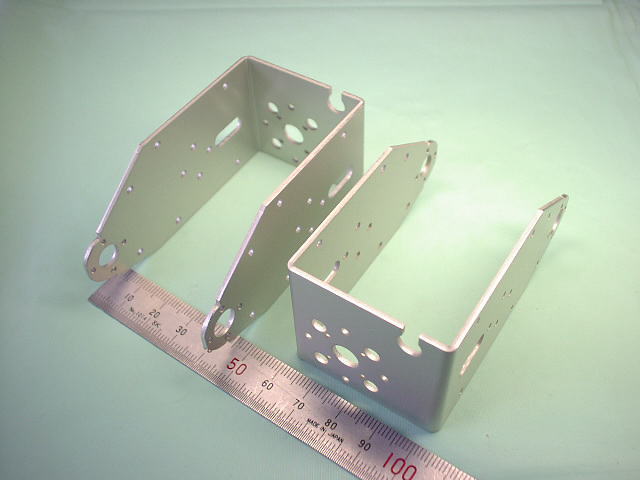
 【例7】:アルミ板 A5052P t1.2 白アルマイト
【例7】:アルミ板 A5052P t1.2 白アルマイト
 【例8】:アルミ板 A5052P t1.2 白アルマイト
【例8】:アルミ板 A5052P t1.2 白アルマイト
 【例9】:アルミ板 A5052P t1.2 白アルマイト
【例9】:アルミ板 A5052P t1.2 白アルマイト
 【例10】:アルミ板 A5052P t1.2 白アルマイト
【例10】:アルミ板 A5052P t1.2 白アルマイト
 【例11】:アルミ板 A5052P t1.2 白アルマイト
【例11】:アルミ板 A5052P t1.2 白アルマイト
 【例12】:アルミ板 A5052P t1.5 白アルマイト
【例12】:アルミ板 A5052P t1.5 白アルマイト
 【例13】:アルミ板 A5052P t2.5 赤アルマイト
【例13】:アルミ板 A5052P t2.5 赤アルマイト
図面形状又はスケッチデータ
【例1~例13の二足歩行ロボット自作用パーツの概略図・イメージ図】
組立図及びホビー用自作二足歩行ロボットの完成イメージ図
上に挙げた各パーツを組み立てることによって以下のような組立図および完成イメージ図の二足歩行ロボットになります。
この2足歩行ロボットは、個人のお客様が趣味で全てのパーツ・部品をオリジナルで設計したものであり、その各パーツの製作・加工を精密板金 wiz がお引き受けして完成したオリジナルの自作ロボットです。
2足歩行ロボットは、自立しなければならないことなどから一般に軽量であることが求められ、なおかつ、歩行という動作を伴うため、ロボットを構成する各部品にはある程度の強度も必要となることから、パーツの材料にはアルミ(アルミニウム合金)が利用されることが多く、特にアルミの一般板金材料であるA5052Pが利用されます。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : ホビー用自作二足歩行ロボット用パーツ
- お客様 : 個人様向け
- 製品用途 : 個人様のご趣味で利用。自作ロボット用の構成部品。
- 設計者 : お客様
- 加工用図面形式 : CAD作図ファイル図面(DXF形式)
- 製品構成部品点数 : 37点(自作二足歩行ロボット1体を構成するパーツ点数)
- 組立方法 : ネジ止め(各パーツの組立)
- 製品概略サイズ : (各パーツの概略サイズは割愛)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : 例1~例3及び例5~例11:t1.2mm/例4、例12:t1.5/例13:t2.5
- 表面処理 : 白アルマイト/青アルマイト/赤アルマイト(1)
- 製作数量 : 各パーツ 1個~4個
- ブランク加工方法 : タレットパンチプレス(NCT)(2)
- 曲げ加工内容: プレスブレーキ曲げ(3)
- 曲げ箇所数(例1/例2/例3/例4/例5) : 4箇所/1箇所/2箇所/3箇所/10箇所
- 曲げ箇所数(例6/例7/例8/例9) : 5箇所/2箇所/3箇所/4箇所
- 曲げ箇所数(例10/例11/例12/例13) : 3箇所/3箇所/2箇所/2箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(2))、ドリル(皿座ぐり加工)
- 穴加工数(例1) : 8-φ2.15穴、6-φ2.4×10長丸穴、角穴(矩形穴)4個
- 穴加工数(例2) : 8-φ2.15穴、3-φ3穴、φ10穴
- 穴加工数(例3) : 10-φ2.15穴
- 穴加工数(例4) : 6-M2用皿穴
- 穴加工数(例5) : 12-φ2.15穴、φ10穴、2-20×20角穴
- 穴加工数(例6) : 6-φ2.15穴、φ10穴
- 穴加工数(例8) : 4-φ2.15穴、2-φ13穴、4-φ2.4×10長丸穴
- 穴加工数(例9) : 14-φ2.15穴、φ10穴
- 穴加工数(例10) : 3-φ2.4×10長丸穴
- 穴加工数(例11) : 4-φ2.15穴、2-φ13穴、3-φ2.4×10長丸穴
- 穴加工数(例12) : 17×20角穴、12-M2用皿穴、異形穴
- 穴加工数(例13) : 1-φ6.2穴
- タップ加工数(例1) : 4-M2、9-M3
- タップ加工数(例3) : 6-M2
- タップ加工数(例5) : 17-M2
- タップ加工数(例6) : 4-M2
- タップ加工数(例7) : 4-M2、8-M3
- タップ加工数(例8) : 2-M2
- タップ加工数(例10) : 2-M2、4-M3
- タップ加工数(例11) : 2-M2、4-M3
- タップ加工数(例12) : 14-M2
- タップ加工数(例13) : 1-M4
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : ±0.1程度(組立に関わる寸法など)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(4) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :

- 納期 : (注文後営業日18日以上程度)
- 評価(満足度) :

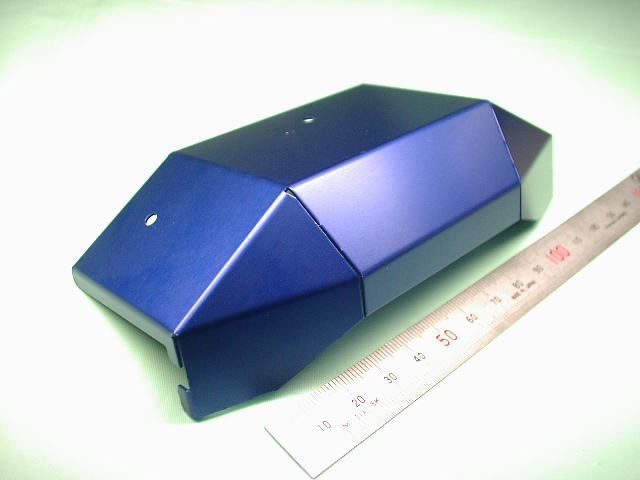
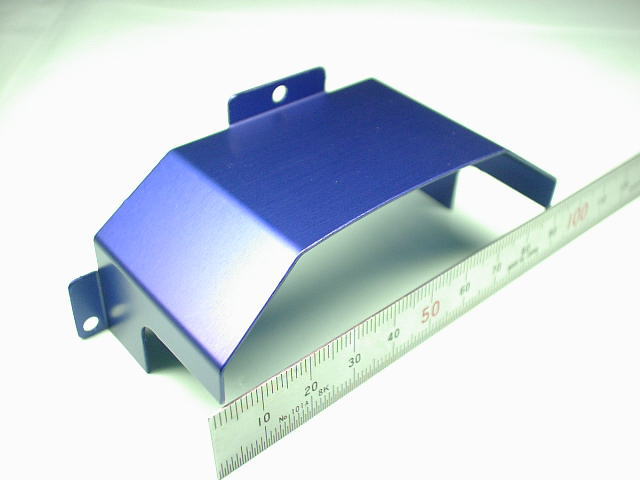
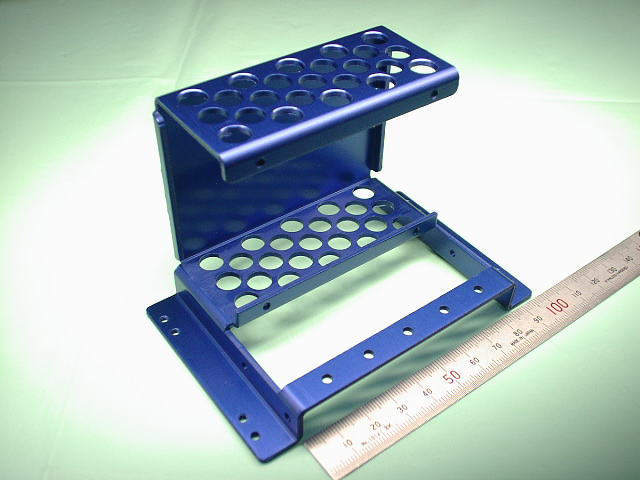
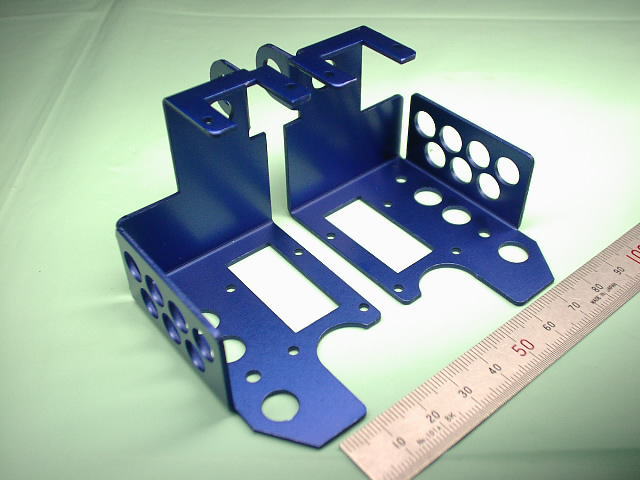
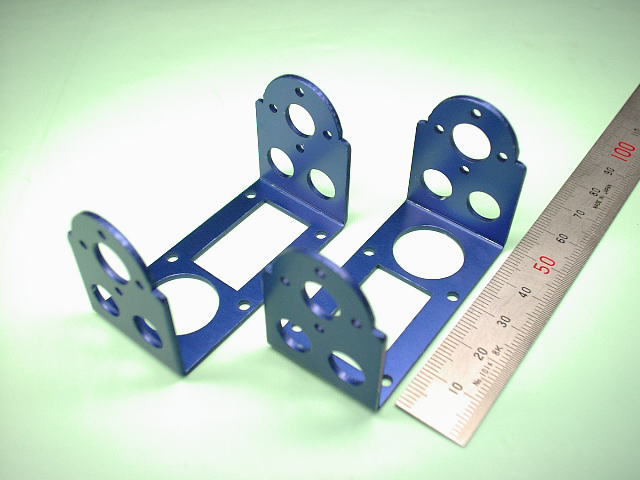
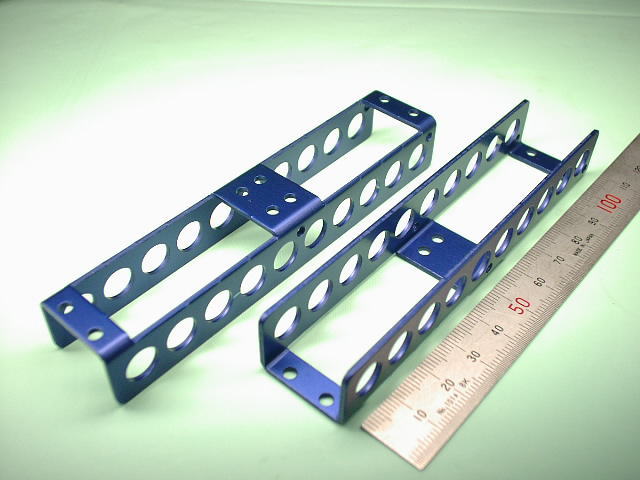
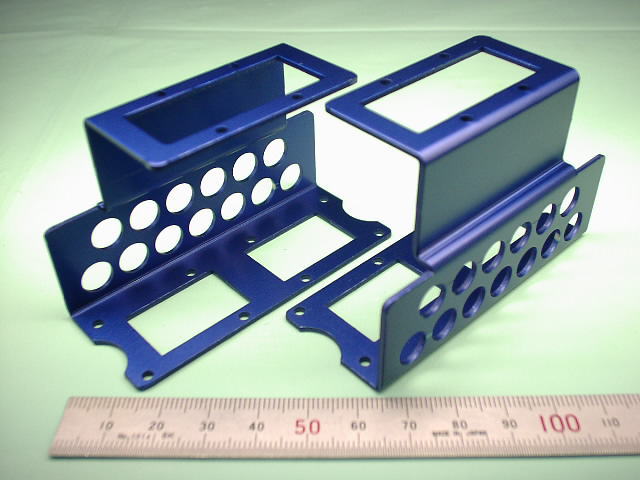
青アルマイト加工2足歩行ロボットパーツ|アルミ板 A5052P 板金加工例
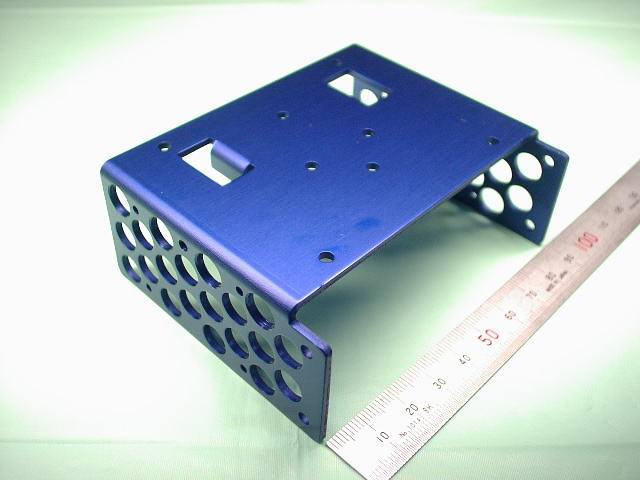
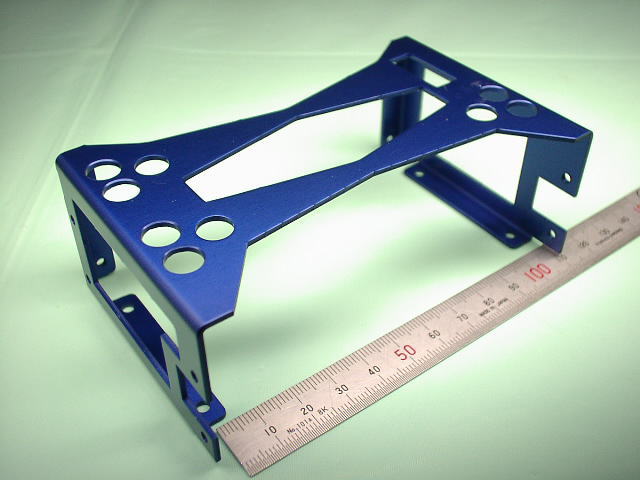
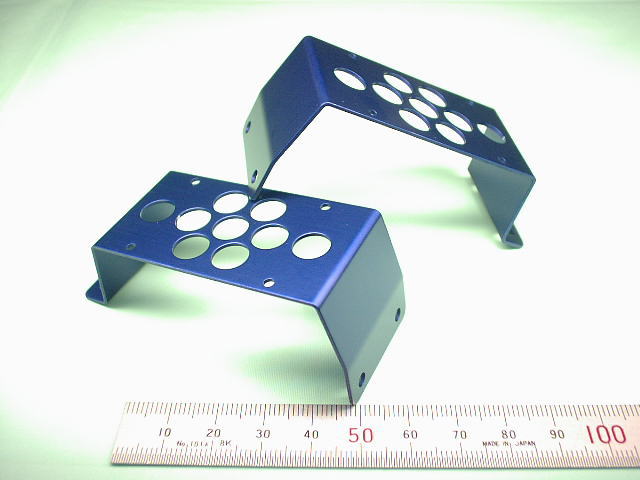
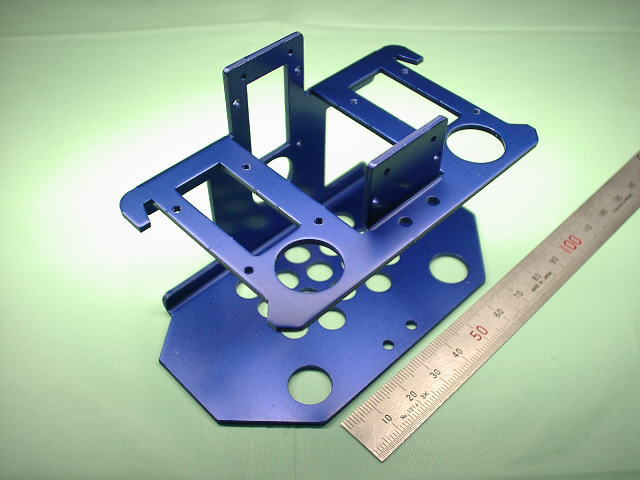
二足歩行ロボット用パーツの精密板金・板金加工サンプルとして、企業様向け、新商品の二足歩行ロボット開発のための試作パーツとして利用する青色アルマイト処理を施した二足歩行ロボット用部品の精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 例1:アルミ板 A5052P t2.0 青色カラーアルマイト
例1:アルミ板 A5052P t2.0 青色カラーアルマイト
 例2:アルミ板 A5052P t0.8 青色カラーアルマイト
例2:アルミ板 A5052P t0.8 青色カラーアルマイト
 例3:アルミ板 A5052P t0.8 青色カラーアルマイト
例3:アルミ板 A5052P t0.8 青色カラーアルマイト
 例4:アルミ板 A5052P t2.0 青色カラーアルマイト
例4:アルミ板 A5052P t2.0 青色カラーアルマイト
 例5:アルミ板 A5052P t2.0 青色カラーアルマイト
例5:アルミ板 A5052P t2.0 青色カラーアルマイト
 例6:アルミ板 A5052P t1.5 青色カラーアルマイト
例6:アルミ板 A5052P t1.5 青色カラーアルマイト
 例7:アルミ板 A5052P t1.0 青色カラーアルマイト
例7:アルミ板 A5052P t1.0 青色カラーアルマイト
 例8:アルミ板 A5052P t2.0 青色カラーアルマイト
例8:アルミ板 A5052P t2.0 青色カラーアルマイト
 例9:アルミ板 A5052P t2.0 青色カラーアルマイト
例9:アルミ板 A5052P t2.0 青色カラーアルマイト
 例10:アルミ板 A5052P t1.5 青色カラーアルマイト
例10:アルミ板 A5052P t1.5 青色カラーアルマイト
 例11:アルミ板 A5052P t1.5 青色カラーアルマイト
例11:アルミ板 A5052P t1.5 青色カラーアルマイト
 例12:アルミ板 A5052P t1.5 青色カラーアルマイト
例12:アルミ板 A5052P t1.5 青色カラーアルマイト
 例13:アルミ板 A5052P t1.5 青色カラーアルマイト
例13:アルミ板 A5052P t1.5 青色カラーアルマイト
 例14:アルミ板 A5052P t1.5 青色カラーアルマイト
例14:アルミ板 A5052P t1.5 青色カラーアルマイト
 例15:アルミ板 A5052P t2.0 青色カラーアルマイト
例15:アルミ板 A5052P t2.0 青色カラーアルマイト
 例16:アルミ板 A5052P t2.0 青色カラーアルマイト
例16:アルミ板 A5052P t2.0 青色カラーアルマイト
 例17:アルミ板 A5052P t2.0 青色カラーアルマイト
例17:アルミ板 A5052P t2.0 青色カラーアルマイト
 例18:アルミ板 A5052P t2.0 青色カラーアルマイト
例18:アルミ板 A5052P t2.0 青色カラーアルマイト
図面形状又はスケッチデータ
【例1~例18の青色カラーアルマイト加工ロボットキット用パーツの概略図・イメージ図】
設計・加工のポイント
いずれの製作例も軽量かつある程度の強度をもつアルミ板(A5052P)が使用されており、例1、例4、例5、例8、例11、13例、15例、16例、例17にあるφ8程度の多数個の穴は、よりパーツの重量を軽くするために設けられている穴となります。
二足歩行ロボット部品は、関節部分の組立部など、正確な組付けが必要になるため、一般に各部品の加工は正確な精度が求められます。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : 二足歩行ロボットキット用パーツ
- お客様 : 企業様向け
- 製品用途 : 新商品の二足歩行ロボット開発のための試作パーツとして利用。
- 設計者 : お客様
- 加工用図面形式 : CAD作図ファイル図面(DXF形式)
- 製品構成部品点数 : 約40点(二足歩行ロボット1体を構成するキット・パーツ点数)
- 組立方法 : ネジ止め(各部品の組立)
- 製品概略サイズ : (各部品の概略サイズは割愛)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : 各パーツ 上記製品写真右側記載の板厚
- 表面処理 : カラーアルマイト(青アルマイト加工)(1)
- 製作数量 : 各パーツ 1個~2個の試作
- ブランク加工方法 : タレットパンチプレス(NCT)(2)
- 曲げ加工内容: プレスブレーキ曲げ(3)
- 曲げ箇所数(例1/例2/例3/例4/例5) : 7箇所/15箇所/7箇所/10箇所/4箇所
- 曲げ箇所数(例6/例7/例8/例9/例10) : 6箇所/4箇所/3箇所/4箇所/2箇所
- 曲げ箇所数(例11/例12/例13/例14) : 2箇所/2箇所/4箇所/2箇所
- 曲げ箇所数(例15/例16/例17/例18) : 4箇所/3箇所/2箇所/4箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(2))、ドリル(皿座ぐり加工)
- 穴加工数(例1) : 8-φ2.5穴、4-φ3.2穴、57-φ8穴、10×20角穴、2-14×24角穴
- 穴加工数(例2) : 3-φ3.2穴
- 穴加工数(例3) : 3-φ3.2穴
- 穴加工数(例4) : 4-φ2.1穴、6-φ3穴、46-φ8穴、28×83角穴
- 穴加工数(例5) : 4-φ3.1穴、4-φ3.2穴、8-φ2.2穴、40-φ8穴、2-10×17角穴
- 穴加工数(例6) : 6-φ4.2穴、9-φ8穴、2-28×57角穴、8×20角穴、25×74異形穴
- 穴加工数(例7) : 4-φ3.2穴、4-φ2.2穴、9-φ8穴
- 穴加工数(例8) : 8-φ2.6穴、4-φ3.1穴、φ16穴、2-φ12穴、2-φ15.2穴、15-φ8穴、2-14×30角穴、14×28角穴
- 穴加工数(例9) : 4-φ3.3穴、4-φ2.5穴、8-φ12、14×29角穴
- 穴加工数(例10) : 8-φ2.1穴、4-φ2.5穴、φ9.2穴、6-φ8穴、φ16穴、14×25角穴
- 穴加工数(例11) : 8-φ3穴、2-20×30角穴
- 穴加工数(例12) : 2-φ9.2穴、8-φ2.1穴、4-5×29角穴
- 穴加工数(例13) : 12-φ2.5穴、13-φ8穴、2-16×25角穴、16×40角穴
- 穴加工数(例14) : 2-φ3.1穴、φ16穴
- 穴加工数(例15) : 4-φ2.5穴、2-φ3.2穴、8-φ2.2穴、6-φ8穴、8-φ7穴
- 穴加工数(例16) : 4-φ3.2穴、4-φ2.2穴、6-φ2.5穴、6-φ8穴、φ16穴
- 穴加工数(例17) : 5-φ8穴、21-φ8穴、15-M3用皿ザグリ穴
- 穴加工数(例18) : 4-φ3.2穴、8-φ2.2穴
- タップ加工数(例1) : 11-M3
- タップ加工数(例4) : 16-M3
- タップ加工数(例5) : 2-M3
- タップ加工数(例6) : 12-M3
- タップ加工数(例8) : 4-M2、8-M2.3
- タップ加工数(例11) : 4-M3
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : ±0.1程度(組立に関わる寸法など)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(4) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日18日以上程度)
- 評価(満足度) :
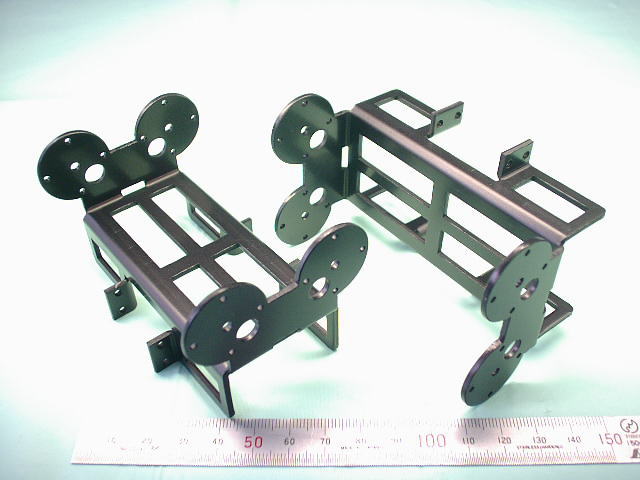
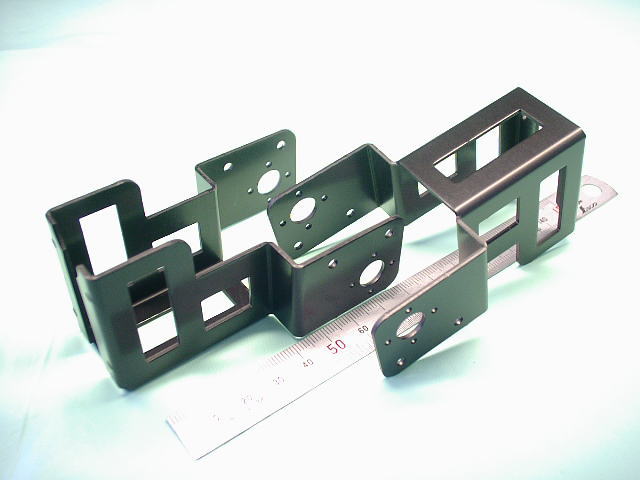
黒アルマイト加工 ロボワン(ROBO-ONE)用|A5052P 板金加工例
2足歩行ロボット用部品の精密板金・板金加工サンプルとして、企業様向け、ロボワン(ROBO-ONE)大会エントリー用部品として利用する黒アルマイト(ブラックアルマイト)処理を施した二足歩行ロボット用パーツの精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 例1:アルミ板 A5052P t2.0 黒アルマイト
例1:アルミ板 A5052P t2.0 黒アルマイト
 例2:アルミ板 A5052P t1.5 黒アルマイト
例2:アルミ板 A5052P t1.5 黒アルマイト
 例3:アルミ板 A5052P t2.0 黒アルマイト
例3:アルミ板 A5052P t2.0 黒アルマイト
 例4:アルミ板 A5052P t1.5 黒アルマイト
例4:アルミ板 A5052P t1.5 黒アルマイト
 例5:アルミ板 A5052P t2.0 黒アルマイト
例5:アルミ板 A5052P t2.0 黒アルマイト
 例6:アルミ板 A5052P t2.0 黒アルマイト
例6:アルミ板 A5052P t2.0 黒アルマイト
 例7:アルミ板 A5052P t1.0 黒アルマイト
例7:アルミ板 A5052P t1.0 黒アルマイト
 例8:アルミ板 A5052P t1.5 黒アルマイト
例8:アルミ板 A5052P t1.5 黒アルマイト
 例9:アルミ板 A5052P t1.5 黒アルマイト
例9:アルミ板 A5052P t1.5 黒アルマイト
 例10:アルミ板 A5052P t2.0 黒アルマイト
例10:アルミ板 A5052P t2.0 黒アルマイト
 例11:アルミ板 A5052P t2.0 黒アルマイト
例11:アルミ板 A5052P t2.0 黒アルマイト
図面形状又はスケッチデータ
(省略)
設計・加工のポイント
黒アルマイト処理(ブラックアルマイト処理)を施したアルミアルマイト加工品は、深みがあり高級感が感じられる外観で、デザイン的にも美しい仕上がりが期待できますが、一般に黒色(ブラック)は、汚れや表面キズが付くと、目立ちやすいので取り扱いには配慮が必要です。
素材の板に擦りキズや引っかきキズなどがあると、処理前にはそれほど目立たないものでも黒アルマイト処理を施すと、それらのキズが余計に目立つようになるので、板金加工時に素材表面にキズをつけないようにする配慮が必要です。
ロボワン(ROBO-ONE)とは
ROBO-ONEとは、2足歩行ロボットによる格闘競技を中心としたロボット競技大会のことです。ROBO-ONEサッカー競技などもあります。
ロボットブームの盛り上がりの中生まれたロボット競技大会で、現在では知名度も高く、近年のロボット関連の製品・商品、安価なロボットキットの普及にも貢献にも一役かっています。
ROBO-ONE オフィシャルサイト

製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : 二足歩行ロボット部品
- お客様 : 企業様向け
- 製品用途 : ロボワン(ROBO-ONE)大会エントリー用2足歩行ロボットの部品として利用。
- 設計者 : お客様
- 加工用図面形式 : CAD作図ファイル図面(DXF形式)
- 製品構成部品点数 : 約39点(二足歩行ロボット1体の点数。赤アルマイト処理部品を含む)
- 組立方法 : ネジ止め(各部品の組立)
- 製品概略サイズ : (各部品の概略サイズは割愛)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : 各部品 上記製品写真右側記載の板厚
- 表面処理 : 黒アルマイト加工(ブラックアルマイト処理)(1)
- 製作数量 : 各パーツ 1個~2個
- ブランク加工方法 : タレットパンチプレス(NCT)(2)
- 曲げ加工内容: プレスブレーキ曲げ(3)
- 曲げ箇所数(例1/例2/例3/例4) : 8箇所/1箇所/2箇所/8箇所
- 曲げ箇所数(例5/例6/例7/例8) : 3箇所/4箇所/6箇所/2箇所
- 曲げ箇所数(例9/例10例/11) : 2箇所/2箇所/4箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(2))、ドリル(皿座ぐり加工)
- 穴加工数(例1) : 16-φ2穴、4-φ3穴、8-φ7穴、4-10×35角穴、4-10×20角穴、2-4×9角穴
- 穴加工数(例2) : 5-φ穴、5-15×15角穴
- 穴加工数(例3) : 10-φ2.5穴、2-φ4.2穴、2-15×15角穴、2-15×25角穴、15×19角穴
- 穴加工数(例4) : 4-φ2.5穴、4-φ3穴、8-φ2穴、2-φ9.2穴、10×33角穴、2-12×15角穴、2-10×30角穴
- 穴加工数(例5) : 8-φ2.5穴、φ13穴、2-15×22角穴、12×12角穴
- 穴加工数(例6) : 8-φ2穴、2-φ3.1穴、4-φ7穴、8-φ2.5穴、2-φ3穴、2-15×25角穴、8-15×15角穴
- 穴加工数(例7) : 8-φ3.2穴
- 穴加工数(例8) : 8-φ2.5穴、2-15×26角穴、4-2×4角穴
- 穴加工数(例9) : 2-φ3.2穴、2-20×21角穴、10-15×15角穴
- 穴加工数(例10) : 16-φ3×φ6皿ざぐり穴穴
- 穴加工数(例11) : 8-φ2穴、2-φ3.1穴、2-φ7穴、8-φ2.5穴、6-φ3穴、10-15×15角穴
- タップ加工数(例1) : 8-M3
- タップ加工数(例3) : 4-M3
- タップ加工数(例5) : 6-M3
- タップ加工数(例9) : 4-M3
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : ±0.1程度(組立に関わる寸法など)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(4) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日18日以上程度)
- 評価(満足度) :
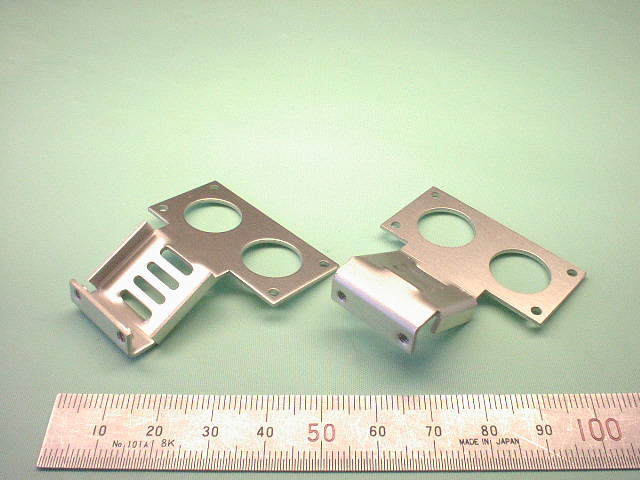
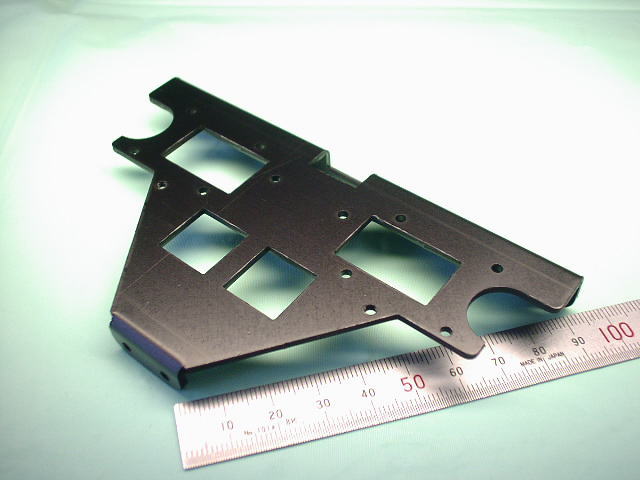
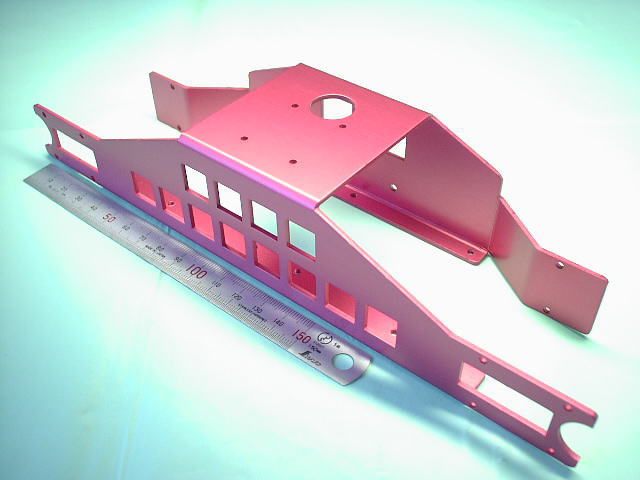
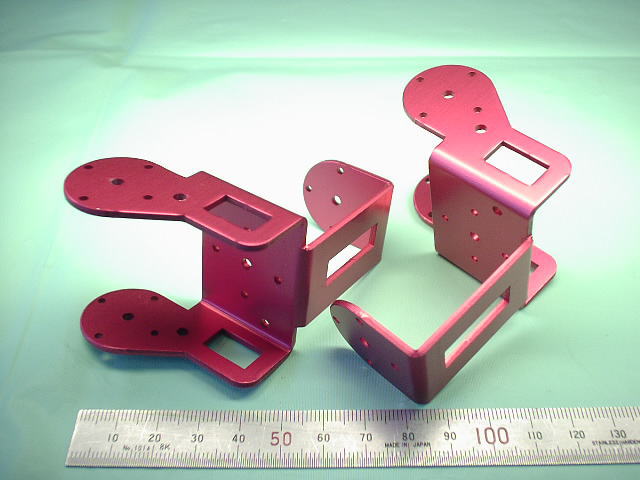
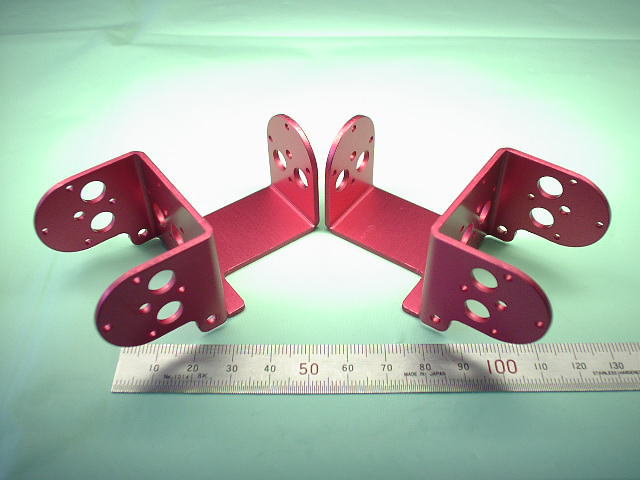
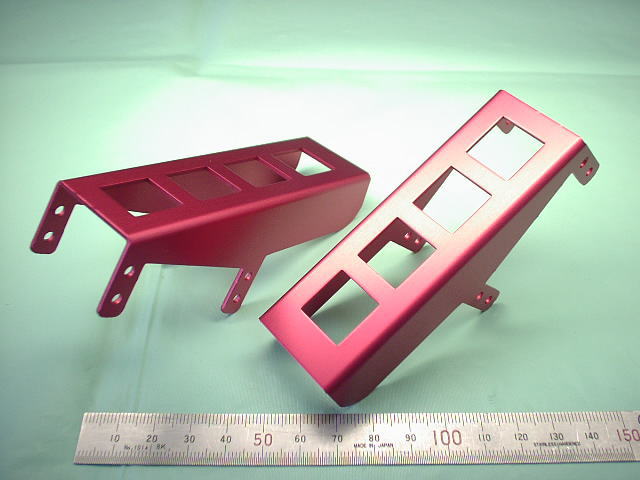
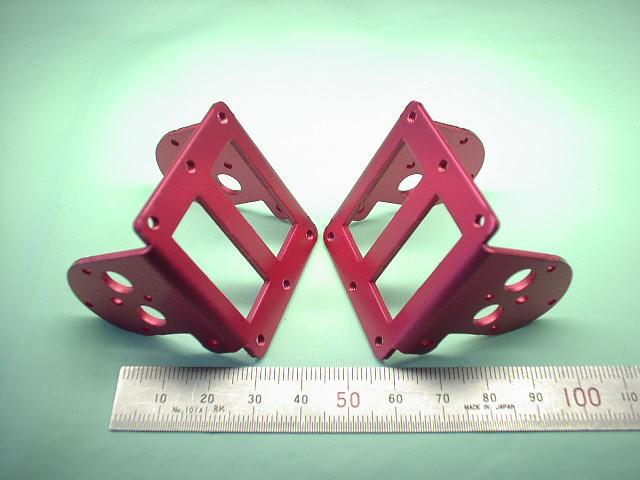
赤アルマイト(ピンクアルマイト)加工 ロボワン用|A5052P 板金加工例
二足歩行ロボット用パーツの精密板金・板金加工サンプルとして、企業様向け、ロボワン(ROBO-ONE)大会エントリー用部品として利用する赤アルマイト(ピンクアルマイト)処理を施した2足歩行ロボット用部品の精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 例1:アルミ板 A5052P t2.0 赤(ピンク)アルマイト処理
例1:アルミ板 A5052P t2.0 赤(ピンク)アルマイト処理
 例2:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
例2:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
 例3:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
例3:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
 例4:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
例4:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
 例5:アルミ板 A5052P t2.0 赤(ピンク)アルマイト処理
例5:アルミ板 A5052P t2.0 赤(ピンク)アルマイト処理
 例6:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
例6:アルミ板 A5052P t1.5 赤(ピンク)アルマイト処理
 例7:アルミ板 A5052P t2.0 赤(ピンク)アルマイト処理
例7:アルミ板 A5052P t2.0 赤(ピンク)アルマイト処理
図面形状又はスケッチデータ
【例1の部品のイメージ図(2足歩行ロボットの胸(背中)から肩までの部品)】
設計・加工のポイント
赤アルマイト処理を施した上の製作例は、真っ赤な濃い赤色ではなく、鮮やかな薄い赤色で、どちらかというと赤というよりはピンク色のアルマイト処理品になります。
アルミのカラーアルマイト処理では、塗装処理におけるマンセル値などのような明確な色合いが規定されているわけではなく、色合いの濃淡や鮮やかさなどの程度は、処理工程で微妙に調整する必要がありますので、カラーサンプルから希望の色を選定する場合があります。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : 2足歩行ロボット部品
- お客様 : 企業様向け
- 製品用途 : ロボワン(ROBO-ONE)大会出場用2足歩行ロボットの部品として利用。
- 設計者 : お客様
- 加工用図面形式 : CAD作図ファイル図面(DXF形式)
- 製品構成部品点数 : 約39点(二足歩行ロボット1体の点数。黒アルマイト処理部品を含む)
- 組立方法 : ネジ止め(各部品の組立)
- 製品概略サイズ : (各部品の概略サイズは割愛)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : 各部品 上記製品写真右側記載の板厚
- 表面処理 : 赤アルマイト処理(ピンクアルマイト処理)(1)
- 製作数量 : 各パーツ 1個~2個
- ブランク加工方法 : タレットパンチプレス(NCT)(2)
- 曲げ加工内容: プレスブレーキ曲げ(3)
- 曲げ箇所数(例1/例2/例3/例4) : 8箇所/4箇所/4箇所/2箇所
- 曲げ箇所数(例5/例6/例7) : 4箇所/2箇所/2箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(2))
- 穴加工数(例1) : 16-φ2.5穴、2-φ3穴、φ16.2穴、12-12×12角穴、2-11×19角穴、2-15×15角穴
- 穴加工数(例2) : 16-φ2.1穴、16-φ6穴、4-φ3.1穴、6-φ3穴、25×25角穴
- 穴加工数(例3) : 16-φ2.1穴、6-φ3.1穴、2-φ2.8穴、8×24角穴、2-8×14角穴
- 穴加工数(例4) : 4-φ3.2穴、3-15×20角穴、2-20×20角穴
- 穴加工数(例5) : 16-φ2穴、8-φ7穴、6-φ3穴
- 穴加工数(例6) : 8-φ3穴、4-16×16角穴
- 穴加工数(例7) : 8-φ2穴、4-φ3穴、4-φ7穴、2-12×28角穴
- タップ加工数(例1) : 7-M3
- タップ加工数(例7) : 6-M3
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : ±0.1程度(組立に関わる寸法など)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(4) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日18日以上程度)
- 評価(満足度) :
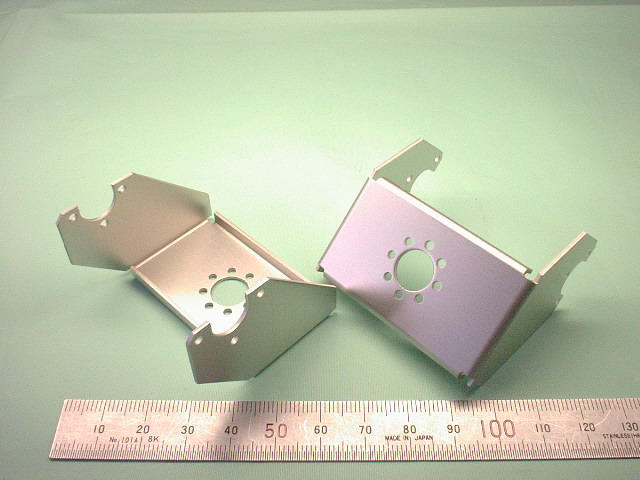
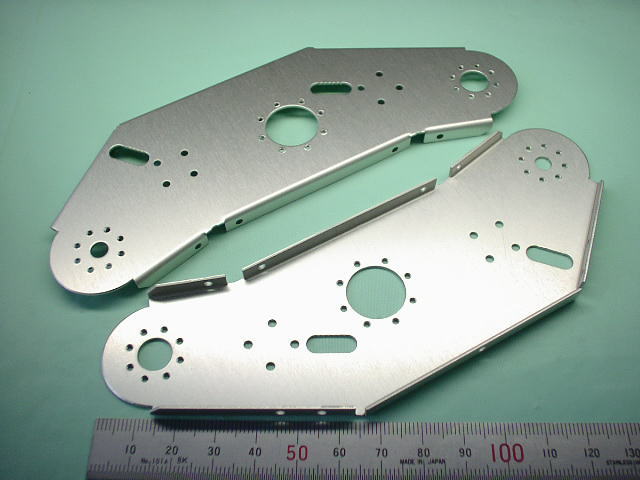
知能ロボット研究用パーツ|アルミ板 A5052P 白アルマイト 板金加工例
2足歩行ロボット用部品の精密板金・板金加工サンプルとして、大学研究室様向け、知能ロボット研究に用いる人間型の2足歩行ロボットのパーツとして利用する白アルマイト処理を施したパーツの精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 例1:アルミ板 A5052P t1.0 白アルマイト処理
例1:アルミ板 A5052P t1.0 白アルマイト処理
 例2:アルミ板 A5052P t1.0 白アルマイト処理
例2:アルミ板 A5052P t1.0 白アルマイト処理
 例3:アルミ板 A5052P t1.0 白アルマイト処理
例3:アルミ板 A5052P t1.0 白アルマイト処理
 例4:アルミ板 A5052P t1.5 白アルマイト処理
例4:アルミ板 A5052P t1.5 白アルマイト処理
 例5:アルミ板 A5052P t1.0 白アルマイト処理
例5:アルミ板 A5052P t1.0 白アルマイト処理
 例6:アルミ板 A5052P t2.0 白アルマイト処理
例6:アルミ板 A5052P t2.0 白アルマイト処理
 例7:アルミ板 A5052P t1.5 白アルマイト処理
例7:アルミ板 A5052P t1.5 白アルマイト処理
 例8:アルミ板 A5052P t1.0 白アルマイト処理
例8:アルミ板 A5052P t1.0 白アルマイト処理
 例9:アルミ板 A5052P t1.0+t2.0 白アルマイト処理
例9:アルミ板 A5052P t1.0+t2.0 白アルマイト処理
 例10:アルミ板 A5052P t2.0 白アルマイト処理
例10:アルミ板 A5052P t2.0 白アルマイト処理
 例11:アルミ板 A5052P t2.0 白アルマイト処理
例11:アルミ板 A5052P t2.0 白アルマイト処理
 例12:アルミ板 A5052P t2.0 白アルマイト処理
例12:アルミ板 A5052P t2.0 白アルマイト処理
図面形状又はスケッチデータ
【例1~例10の白アルマイト知能ロボット研究用部品の概略図・イメージ図】
コストダウン提案例
例9の部品は、本来、以下の当初図面の通り、厚さ2.0mmの矩形板をベースとしてその上に厚さ1.0mmでリング状の凸形状となっていましたが、このままでは板厚t3.0の板からリング部分を除いた矩形板のベース部分を厚み1.0mmだけ切削しなければならず、コスト高になります。
そこで、この部品は、コストダウンのために板厚t2.0の矩形板ベースと板厚t1.0のリング部分をそれぞれ別部品として加工するようにご提案いたしました。
【例9の当初図面(アルミ板 A5052P t2.0+t1.0 白アルマイト)】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : 知能ロボット研究用白アルマイトパーツ(仮称)
- お客様 : 大学研究室様向け
- 製品用途 : 知能ロボット研究に用いる人間型の2足歩行ロボットのパーツとして利用。
- 設計者 : お客様(一部、精密板金 wiz にてご提案)
- 加工用図面形式 : CAD作図ファイル図面(DXF形式)
- 製品構成部品点数 : 75点中の12点(75点は2足歩行ロボット1体の点数。)
- 組立方法 : ネジ止め(各部品の組立)
- 製品概略サイズ : (各部品の概略サイズは割愛)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : 各部品 上記製品写真右側記載の板厚
- 表面処理 : 白アルマイト処理(1)
- 製作数量 : 各パーツ 1個~4個
- ブランク加工方法 : タレットパンチプレス(NCT)(2)
- 曲げ加工内容: プレスブレーキ曲げ(3)
- 曲げ箇所数(例1/例2/例3/例4) : 6箇所/5箇所/2箇所/1箇所
- 曲げ箇所数(例5/例6/例7/例8) : 4箇所/5箇所/3箇所/5箇所
- 曲げ箇所数(例9/例10/例11/例12) : 曲げ加工なし/2箇所/4箇所/2箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(2))、ドリル(皿座ぐり加工)
- 穴加工数(例1) : 17-φ2.3穴、φ5穴、φ9穴、φ16穴、2-5×13長丸穴
- 穴加工数(例2) : 4-φ2.3穴
- 穴加工数(例3) : 8-φ2.2穴、3-φ2.3穴、2-φ4穴、φ9穴、2-5×13長丸穴、3.2×15.2長丸穴、M2用皿ザグリ穴
- 穴加工数(例4) : 4-φ2.2穴、8-M2用皿ざぐり穴、5×13長丸穴
- 穴加工数(例5) : φ18穴、8-φ2.1穴、
- 穴加工数(例6) : 4-φ6穴、4-M2用皿ざぐり穴
- 穴加工数(例7) : 4-φ1.8穴、4-φ4.3穴、16-φ2.3穴、8-φ2.2穴、φ7.5穴、φ7穴、φ8穴、2-5×13長丸穴
- 穴加工数(例8) : 4-φ2.2穴、5×13長丸穴
- 穴加工数(例9:t1.0のリング) : φ19穴、8-φ2.3穴
- 穴加工数(例9:t2.0の矩形板) : φ19穴、12-M2用皿ザグリ穴
- 穴加工数(例10) : 4-φ4.4穴、3-φ8穴、φ16深さ0.9ザグリ穴
- 穴加工数(例11) : 40-φ2.2穴、2-φ2.3穴、4-φ4.5穴、4-φ2.8穴、φ13穴、5-5×13長丸穴、5×7角穴、2-7×15角穴
- 穴加工数(例12) : 4-φ1.6穴、38-φ2.2穴、6-5×13長丸穴、9×3角穴
- タップ加工数(例1) : 24-M2
- タップ加工数(例2) : 16-M2
- タップ加工数(例3) : 8-M2
- タップ加工数(例4) : 8-M2、4-M1.6
- タップ加工数(例5) : 4-M2
- タップ加工数(例6) : 4-M2
- タップ加工数(例7) : 8-M2
- タップ加工数(例8) : 10-M2
- タップ加工数(例10) : 3-M2
- タップ加工数(例12) : 4-M1.6、8-M2
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : ±0.1程度(組立に関わる寸法など)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(4) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日18日以上程度)
- 評価(満足度) :
注記(用語の説明)
- 注(1).アルマイト(アルマイト処理)
- アルミニウムの表面を陽極として主に強酸中で水の電気分解により表面を酸化させてコーティングする技術の総称で、陽極酸化処理とも言うアルミの表面処理方法。
アルミニウムの耐食性や耐摩耗性の向上や、さまざまな着色をして装飾することなどを目的とした表面処理。1929年に理化学研究所で開発された登録商標(商品名)であるが、現在では、アルミニウムの陽極酸化皮膜、或いは皮膜された製品の総称として広く一般に用いられている。 - 注(2).タレットパンチプレス(タレパン、NCT) 参考英語:Turret punch press
- 通称”タレパン”又は”NCT”とも言われ、板金加工に一般によく使われるプレス機械の一種。
形状の異なった多数の金型を円状または扇状の「タレット」とよばれる金型ホルダーに配置し、NC制御によって任意の金型をスライド下部に回転させ、素材の所定の位置に所定の打抜き作業ができるクランクプレス(クランク機構によってスライドを駆動するプレス)。
板金加工における薄板のブランク加工(外形や抜き穴の加工)を自動で行うことができる機械(参考写真以下)。

- 注(3).プレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(4).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
関連情報・参考ページ
- 精密板金とは・板金加工とは
- 精密板金・板金加工の詳しい解説。自動車板金・建築板金との違い、製作実例、薄板金属への主な加工内容・工程、板金材料・材質・板厚の説明など。
- お見積もり・お問合わせ
- 精密板金・板金加工などのお見積もりのご依頼方法(必要事項、送付いただく図面形式など)、お問い合わせ先、担当者、営業日など。
- 図面作成,書き方|製図ガイド
- 三角法による一般的な図面作成例・板金図面の書き方のポイントなど。図面記号・指示記号や図面に記載する基本的なことなどを板金加工品の実例を基にご紹介。製図用紙サンプルもあり。
- 薄板金属材料・加工技術
- 精密板金 wiz で対応可能な薄板金属材料・板金材料や加工方法・内容などの説明。