QSK焼入れリボン鋼,ベイナイト鋼帯等 ばね用冷間圧延鋼帯の板金加工例
薄板バネ加工、板金加工分野においては、炭素鋼製のバネ材・ばね鋼として、シックネスゲージ(スキマゲージ)や平板状の高強度板ばね部品などによく用いられる、ばね用冷間圧延鋼帯(ばね用炭素鋼帯)による薄板精密板金・板バネ加工製品サンプルです。
ばね用冷間圧延鋼帯(ばね用炭素鋼帯)の板金加工材料・板バネ材料としては、”QSK”や”リボン鋼”、”SK焼入鋼帯”などとも呼ばれる焼入れリボン鋼(QSK5)をはじめ、SKナマシ材などでの利用が多いみがき特殊帯鋼やベーナイト鋼(ベイナイト鋼)などのばね用炭素鋼帯があります。
中でも、精密板金 wiz では、平板ばね材などの用途として焼入れリボン鋼(QSK5)の加工例が最も多くなっています。
焼入れリボン鋼とは、みがき特殊帯鋼を素材とし、それに焼入れ焼戻しを施して製造したばね用炭素鋼帯です。素材の状態で既に焼入れされており、薄板バネとしての強度は既に備えているため、成形・加工後の製品に対する熱処理は不要ですが、焼入れ材のため成形性には乏しく、曲げ加工の不要な平板・抜き加工のみの製品、あるいは軽度の曲げ加工で成形可能な高強度の薄板ばねなどに適しています。
ベイナイト鋼帯とは(ベイナイト鋼とは)、みがき特殊帯鋼を素材とし、それに熱処理としてオーステンパー処理(オーステンパ処理)を施して製造したばね用炭素鋼帯です。焼入れリボン鋼と同様に成形・加工後の製品に対する熱処理は不要ですが、強さ(硬さ)としなやかさを併せ持つ材料で、リボン鋼に比べ靭性(じん性)に優れ、ある程度の成形性があり、曲げ加工や軽度の絞り加工が可能であるため、各種の成形ばねにも用いられます。
焼入れリボン鋼(QSK5)やベイナイト鋼など、それぞれのばね用冷間圧延鋼帯(ばね用炭素鋼帯)の板金加工サンプルごとに、実際に行った板バネや板金の加工方法や用途、図面形状などの情報も公開できる範囲で掲載しておりますのでお見積もり・ご注文の際の参考にしてください。
押さえ金具(押え板ばね)|焼入れリボン鋼 QSK5 板ばね・板金加工例
ばね用冷間圧延鋼帯の板バネ加工・薄板精密板金サンプルとして、焼入れリボン鋼(QSK5)による、企業様向け、ある機械装置内で部品を押さえ付けるための板ばね金具として使用する押さえ金具(押え板ばね)の薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
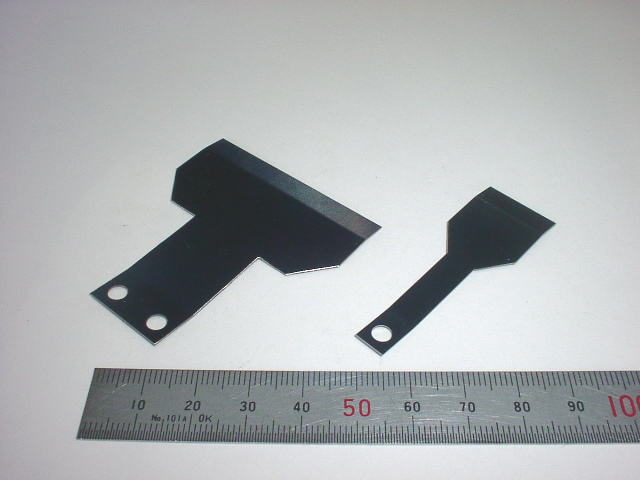 押え金具(押さえ板ばね) 焼入れリボン鋼 QSK5 t0.45
押え金具(押さえ板ばね) 焼入れリボン鋼 QSK5 t0.45
図面形状又はスケッチデータ
【押さえ金具(押え板ばね) 焼入れリボン鋼帯(SK焼入鋼帯) QSK5 t0.45の概略図面】
設計・加工のポイント
焼入れリボン鋼帯(SK焼入鋼帯)は、素材状態で既に焼入れが施されているため、基本的に曲げ加工・成形には適しませんが、本品のような軽度の曲げ加工程度であれば曲げることはできます。ただし、軽度な曲げ加工を行う場合は、曲げ軸が圧延方向に直角になるように材料取りをします。
(上の概略参照)
曲げ角度をきつくしたり、曲げRを小さくして加圧すると割れてしまいます。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・板ばね加工
- 製品名称 : 機械装置用焼入鋼帯製押さえ金具(押え板ばね)
- お客様 : 企業様向け
- 製品用途 : ●●機械装置内で●●を押さえ付けるための板ばね金具として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 2点
- 組立方法 : -
- 製品概略サイズ : 40mm(W)×45mm(L)×2.5mm(H)
- 素材材質・材料 : 焼入れリボン鋼帯(焼入鋼帯) QSK5/比重(密度)7.85
- 板厚 : t0.45mm
- 表面処理 : なし
- 製作数量 : 各5個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)(鈍角曲げ2箇所)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3)、ケトバシ(4))
- 穴加工数 : 2-φ3.2穴(写真左)1×φ3.2穴(写真右)
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日8日以上程度)
- 評価(満足度) :
ばねガイドレール|焼入れリボン鋼 QSK5 板ばね・板金加工例
ばね用炭素鋼帯の板バネ加工・薄板精密板金サンプルとして、焼入れリボン鋼(QSK5)による、企業様向け、あるものをガイドするための薄板ばねガイドレールとして使用(詳細用途は不明)する、ばねガイドレールの薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 薄板金属加工例|ばねガイドレール-リボン鋼
薄板金属加工例|ばねガイドレール-リボン鋼
図面形状又はスケッチデータ
【ばねガイドレール-リボン鋼帯 QSK-5 t0.3の概略図面】
設計・加工のポイント
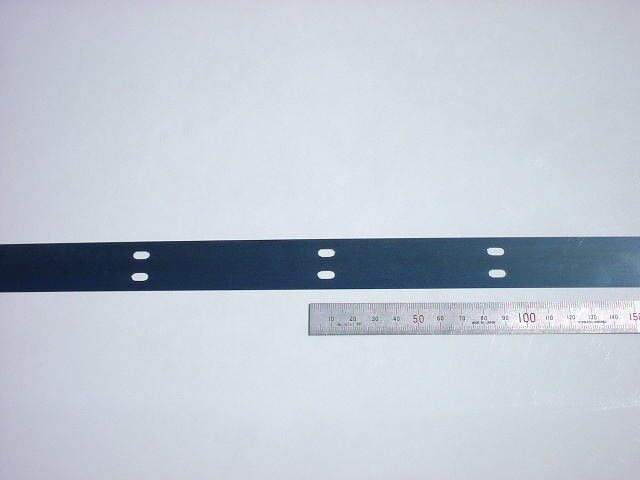
ばねガイドレールの外形の加工は、厚さt0.3×幅25mmの焼入れリボン鋼(焼入鋼帯)を加工素材として用いることにより、幅(25mm)方向については加工せず、長さ(1210mm)方向のみカットしています。
長さのみ、必要長さにカットして加工し、その後、必要な穴加工(φ3.5×6長丸穴を20箇所)をプレス抜きにて加工しています。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・薄板ばね加工
- 製品名称 : 焼入れリボン鋼(焼入れ鋼帯)製ばねガイドレール(仮称)
- お客様 : 企業様向け
- 製品用途 : ●●をガイドするための薄板ばねガイドレールとして使用(詳細用途は不明)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 25mm(W)×1210mm(L)×0.3mm(H)
- 素材材質・材料 : 焼入れリボン鋼帯(焼入鋼帯) QSK5/比重(密度)7.85
- 板厚 : t0.3mm
- 表面処理 : なし(素材の状態でブルーテンパー処理済み)
- 製作数量 : 2個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3))
- 穴加工数 : 20-φ3.5×6長丸穴
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :

異形シックネスゲージ(隙間ゲージ)|リボン鋼 QSK5 板ばね・板金加工例
ばね用冷間圧延鋼帯の板バネ加工・薄板精密板金サンプルとして、焼入れリボン鋼(QSK5)による、企業様向け、特殊用途の隙間を測定するゲージとして使用する異形シックネスゲージ(すきまゲージ)の板バネ・薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 異形シックネスゲージ(隙間ゲージ)-焼入れリボン鋼 QSK5 t0.1
異形シックネスゲージ(隙間ゲージ)-焼入れリボン鋼 QSK5 t0.1
図面形状又はスケッチデータ
【異形シックネスゲージ(すきまゲージ) 焼入れリボン鋼 QSK-5 t0.1の概略図面】
設計・加工のポイント
ブランク形状にそれほど高い精度が求められる製品ではありませんが、バリや薄板の撓み(たわみ)・歪(ひずみ)・反りなどはその用途上避けたい製品であるため、ワイヤーカット加工によりブランク形状の加工を行っています。
なお、焼入れリボン鋼にワイヤ放電加工機によるワイヤーカットを行う場合は、放電作用による電解腐食・スケールなどが原因で、一般に素材の表面が変色する場合があります。(写真のようにブルーテンパーの青光りが剥げてしまうような状態になります。)
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・薄板バネ加工
- 製品名称 : 焼入れリボン鋼(焼入鋼帯)製異形シックネスゲージ(隙間ゲージ)(仮称)
- お客様 : 企業様向け
- 製品用途 : 特殊用途の隙間を測定するシックネスゲージ(スキマゲージ)として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるDXFファイル形式CAD図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 10mm(W)×120mm(L)×0.1mm(H)
- 素材材質・材料 : 焼入れリボン鋼帯(焼入鋼帯) QSK5/比重(密度)7.85
- 板厚 : t0.1mm
- 表面処理 : なし(素材の状態でブルーテンパー処理済み)
- 製作数量 : 100個
- ブランク加工方法 : シャーリングカット(1)、ワイヤーカット(ワイヤー加工)(5)
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : -
- 穴加工数 : なし
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
SK5押さえ板(試料固定治具)|焼入れリボン鋼 QSK5 板ばね・板金加工例
ばね用炭素鋼帯の板バネ加工・薄板精密板金サンプルとして、焼入れリボン鋼(QSK5)による、企業様向け、光学機器・装置の試料を固定するため薄板バネ製治具として使用する、SK5押さえ板(試料固定治具)の薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
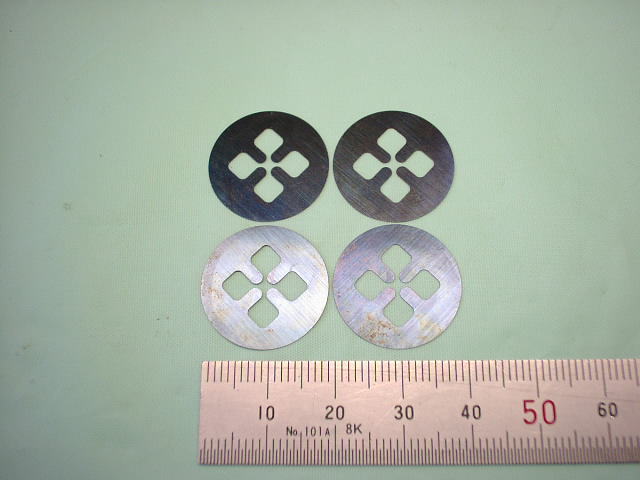 SK5押さえ板(試料固定治具)-焼入れリボン鋼 QSK5 t0.1
SK5押さえ板(試料固定治具)-焼入れリボン鋼 QSK5 t0.1
図面形状又はスケッチデータ
【SK-5押さえ板(試料固定治具) 焼入れリボン鋼 QSK-5 t0.1の概略図面】
設計・加工のポイント
中心にある花びら模様のような特殊形状の穴寸法は図面にあるように±0.03程度の高い寸法精度が要求される押さえ板(試料固定治具)になります。
加工方法としては、エッチング加工による加工でも寸法公差を満足する加工が可能ですが、製作数量が4個と少量であるため、コストが割高になることから、ワイヤーカット加工により、異形穴と外形の加工を行っています。(製作数量が数十~数百個程度必要になるような場合はエッチング加工の方がコストメリットあります。)
ワイヤ放電加工機によるワイヤーカット加工であれば、切断面のバリや薄板の撓み(たわみ)・歪(ひずみ)・反りなども発生させずに加工できます。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・薄板バネ加工
- 製品名称 : 焼入れリボン鋼(焼入鋼帯)製 SK5押さえ板(試料固定治具)(仮称)
- お客様 : 企業様向け
- 製品用途 : 光学機器・装置の試料を固定するため薄板バネ製治具として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : φ20×10×10異形穴×0.1(厚さ)
- 素材材質・材料 : 焼入れリボン鋼帯(焼入鋼帯) QSK5/比重(密度)7.85
- 板厚 : t0.1mm
- 表面処理 : なし(素材の状態でブルーテンパー処理済み)
- 製作数量 : 4個
- ブランク加工方法 : シャーリングカット(1)、ワイヤーカット(ワイヤー加工)(5)
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(ケトバシ(4))+ワイヤーカット(ワイヤー加工)(5)
- 穴加工数 : 10×10異形穴(8×8.2サイズ角穴の連結)
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 1.8±0.03、2.0±0.03 等
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
バネ板固定金具(バンドアーム)|リボン鋼 QSK5 板ばね・板金加工例
ばね用冷間圧延鋼帯の板バネ加工・薄板精密板金サンプルとして、焼入れリボン鋼(QSK5)による、企業様向け、ある装置で製品の浮き上がりを防ぐためのバネ板金具として使用する、バネ板固定金具(バンドアーム)の板バネ・薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 バネ板固定金具(バンドアーム)-長いものからA、B、C
バネ板固定金具(バンドアーム)-長いものからA、B、C
図面形状又はスケッチデータ
【SK-5押さえ板(試料固定治具) 焼入れリボン鋼 QSK5 t0.5の概略図面】
設計・加工のポイント
写真及び概略図面の形状のように、なだらかな鈍角のR曲げ形状をとすることで、焼入れリボン鋼のばね性が発揮され、繰返し製品の浮き上がりを防止・固定することができる設計となっています。
焼入れリボン鋼は、素材状態で既に焼入れ処理を施してあるため、曲げ角度のきつい曲げ加工を行うと材料が割れてしまいますが、このバネ板固定金具(バンドアーム)のような鈍角R曲げ形状であれば、曲げることは可能です。
曲げ加工は、プレスブレーキにより小刻みに追い曲げ加工を繰り返すことでR形状に成形しています。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・板バネ加工
- 製品名称 : 焼入れリボン鋼(SK焼入鋼帯)製 バネ板固定金具(バンドアーム)(仮称)
- お客様 : 企業様向け
- 製品用途 : ある装置で製品の浮き上がりを防ぐためのバネ板金具として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 3点
- 組立方法 : -
- 製品概略サイズ(バネ板固定金具A) : 16mm(W)×175mm(L)×45mm(H)
- 製品概略サイズ(バネ板固定金具B) : 16mm(W)×145mm(L)×40mm(H)
- 製品概略サイズ(バネ板固定金具C) : 16mm(W)×105mm(L)×35mm(H)
- 素材材質・材料 : 焼入れリボン鋼帯(焼入鋼帯) QSK5/比重(密度)7.85
- 板厚 : t0.5mm
- 表面処理 : なし(素材の状態でブルーテンパー処理済み)
- 製作数量 : バネ板固定金具A、B、Cとも各8個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)(鈍角R曲げ加工)(追い曲げ加工)
- 曲げ加工箇所数: 2箇所(追い曲げは複数箇所)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3))
- 穴加工数 : 2-φ5(バネ板固定金具A、B、Cとも)
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
8極・12極-磁気式薄板回転円盤|焼入れリボン鋼 QSK5 板ばね・板金加工例
ばね用炭素鋼帯の板バネ加工・薄板精密板金サンプルとして、焼入れリボン鋼(QSK5)による、企業様向け、磁性体の性質を利用して磁気式の薄板回転円盤として使用する、8極・12極-磁気式薄板回転円盤の薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
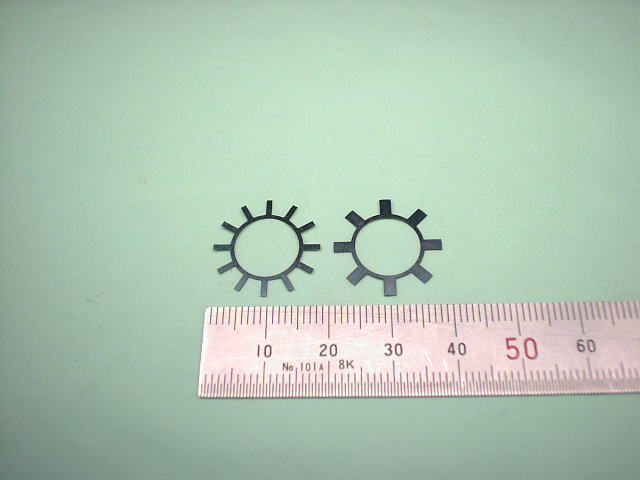 8極・12極-磁気式薄板回転円盤-焼入れリボン鋼 QSK5 t0.1
8極・12極-磁気式薄板回転円盤-焼入れリボン鋼 QSK5 t0.1
図面形状又はスケッチデータ
【8極形状の磁気式薄板回転円盤 焼入れリボン鋼 QSK-5 t0.1の概略図面】
【12極形状の磁気式薄板回転円盤 焼入れリボン鋼 QSK-5 t0.1の概略図面】
設計・加工のポイント
加工方法としては、エッチング加工(フォトエッチング)でも精度良くきれいに仕上ることができますが、試作であり製作数量も各3個と少量であることから、ワイヤ放電加工機によるワイヤカット加工により製作しています。
(製作数量が数十~数百個程度必要で、リピート製作も見込めるような場合はエッチング加工(フォトエッチング)の方がコストメリットが出せる場合があります。)
製品情報・板金加工データ等
- 加工カテゴリー : 薄板金属加工・精密板金加工
- 製品名称 : 焼入れリボン鋼(SK焼入鋼帯)製 8極・12極-磁気式薄板回転円盤(仮称)
- お客様 : 企業様向け
- 製品用途 : 磁性体の性質を利用して磁気式の薄板回転円盤として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 2点(8極及び12極)
- 組立方法 : -
- 製品概略サイズ : 外径φ18.2×内径φ11×0.1(厚さ)
- 素材材質・材料 : 焼入れリボン鋼帯(焼入鋼帯) QSK5/比重(密度)7.85
- 板厚 : t0.1mm
- 表面処理 : なし(素材の状態でブルーテンパー処理済み)
- 製作数量 : 8極及び12極とも各3個
- ブランク加工方法 : シャーリングカット(1)、ワイヤーカット(ワイヤー加工)(5)
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(ケトバシ(4))+ワイヤーカット(ワイヤー加工)(5)
- 穴加工数 : 1-φ11(8極及び12極とも)
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
ベイナイト鋼板バネ治具|ベーナイト鋼板 板ばね・板金加工例
ばね用冷間圧延鋼帯の板バネ加工・薄板精密板金サンプルとして、ベイナイト鋼板(ベーナイト鋼板)による、企業様向け、ある装置内部で押さえバネ金具として使用する、ベイナイト鋼板バネ治具の薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
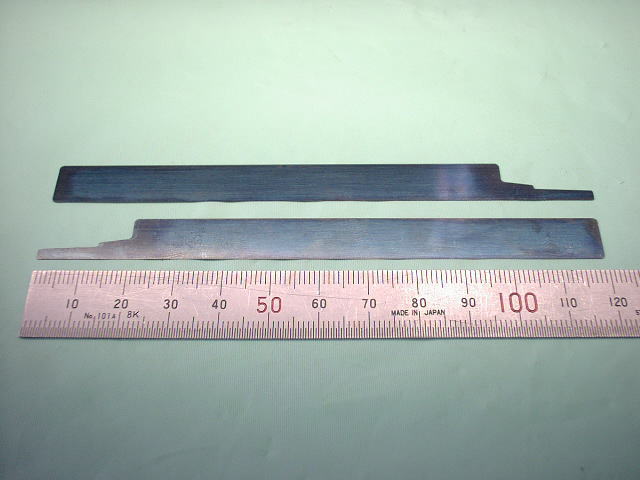
 ベイイナイト鋼板バネ治具(L/R) ベーナイト鋼帯 t0.4
ベイイナイト鋼板バネ治具(L/R) ベーナイト鋼帯 t0.4
図面形状又はスケッチデータ
【板バネ治具(L治具) ベイナイト鋼帯(ベーナイト鋼帯) t0.4の概略図面】
【板バネ治具(R治具) ベイナイト鋼帯(ベーナイト鋼帯) t0.4の概略図面】
設計・加工のポイント
素材に用いているベイナイト鋼帯(ベーナイト鋼帯)は、適度な強さとしなやかさを兼ね備えた材料で、成形性も比較的良好なバネ用炭素鋼帯です。
曲げ加工や絞り加工が困難な焼入れリボン鋼(SK焼入鋼帯)とは異なり、ある程度の曲げ加工や軽度の絞り加工が可能であるうえ、成形後(曲げ加工後)の部品に対する熱処理も不要です。
焼入れリボン鋼では無理である 90°の曲げ加工も、ベーナイト鋼なら可能です。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・板バネ加工
- 製品名称 : ベイナイト鋼帯製 板バネ治具(仮称)
- お客様 : 企業様向け
- 製品用途 : ある装置内部で押さえバネ金具として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 2点
- 組立方法 : -
- 製品概略サイズ : 8.8mm(W)×66mm(L)×4mm(H)
- 素材材質・材料 : ベイナイト鋼帯(ベーナイト鋼帯)
- 板厚 : t0.4mm
- 表面処理 : なし
- 製作数量 : L治具(左側)及びR治具(右側)とも各2個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 1箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3))
- 穴加工数 : 2-φ3.5(L治具及びR治具とも)
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
注記(用語の説明)
- 注(1).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(2).プレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).セットプレス
- 鋼板・板材に穴などのパンチング加工を行う機械。

- 注(4).ケトバシ(足踏みプレス・フートプレス)
- 完全手動のプレス機械。足で蹴飛ばすことを動力とする。ごく少量試作板金等には重宝する。

- 注(5).ワイヤーカット(ワイヤー加工)
- 工作物と電極との間の放電現象を利用して行う加工。
走行する金属製(主に真鍮製)のワイヤー電極を用いて電極・工作物間に短い周期で繰り返されるアーク放電によって被加工物表面の一部を除去する機械加工の方法。
ワイヤー加工は、被加工物が電気を通す材質(導体)でなければ加工できないという特徴がある。精度の高い加工が可能なため金型を製作するために広く用いられる。ワイヤー加工を行う工作機械をワイヤ放電加工機という(参考写真以下)。

- 注(6).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
関連情報・参考ページ
- 精密板金とは・板金加工とは
- 精密板金・板金加工の詳しい解説。自動車板金・建築板金との違い、製作実例、薄板金属への主な加工内容・工程、板金材料・材質・板厚の説明など。
- お見積もり・お問合わせ
- 精密板金・板金加工などのお見積もりのご依頼方法(必要事項、送付いただく図面形式など)、お問い合わせ先、担当者、営業日など。
- 図面作成,書き方|製図ガイド
- 三角法による一般的な図面作成例・板金図面の書き方のポイントなど。図面記号・指示記号や図面に記載する基本的なことなどを板金加工品の実例を基にご紹介。製図用紙サンプルもあり。
- 薄板金属材料・加工技術
- 精密板金 wiz で対応可能な薄板金属材料・板金材料や加工方法・内容などの説明。