りん青銅板 C5191P、バネ用リン青銅板 C5210P の板ばね・板金加工例
板バネ加工、板金加工分野においてはよく”PBP、PBSP(PBP・PBSPはそれぞれりん青銅板及びバネ用りん青銅板の旧JIS規格記号)”とも呼ばれ、電子・電気機器用ばね、コネクタ、スイッチ、各種スプリング片などによく用いられる、C5191PやC5210Pに代表されるりん青銅板及びバネ用リン青銅板による板ばね加工、薄板精密板金加工製品サンプルです。
りん青銅板及びばね用リン青銅板とは、伸銅品(圧延、押出し、引抜き、鍛造などの熱間又は冷間の塑性加工によって造られた 銅及び銅合金の板、条、管、棒、線などの製品の総称)の一種であり、りん青銅を圧延した板材のことを言います。
リン青銅板は、銅(Cu)を主成分として、すず(Sn)3.5~9.0%、りん(P)0.03~0.35% を含む銅合金であり、添加するすず(Sn)及びリン(P)の成分量の多い少ないによっていくつか種類がありますが、板バネや板金加工用薄板ばね材料にはC5191PやC5210Pがよく用いられます。
りん青銅板は、一般に展延性・耐疲労性・耐食性が良好であるほか、高強度、曲げ・絞り加工性が良い、耐摩耗性が良い、非磁性体、めっき・はんだ付が容易、化学的腐食に強いなどの特性をもちますが、C5191PやC5210Pは特にバネ性に優れており、ばね材に適しています。
それぞれのりん青銅板の板ばね加工、板金加工サンプルごとに、実際に行った板バネや板金の加工方法や用途、図面形状などの情報も公開できる範囲で掲載しておりますのでお見積もり・ご注文の際の参考にしてください。
金めっきショートアダプタ|りん青銅板(C5191P)の板バネ・板金加工例
リン青銅板の板ばね・精密板金加工サンプルとして、企業様向け、表面処理に金メッキを施したショートアダプタの薄板板金加工実績です。
製品サンプル写真(クリックで拡大)
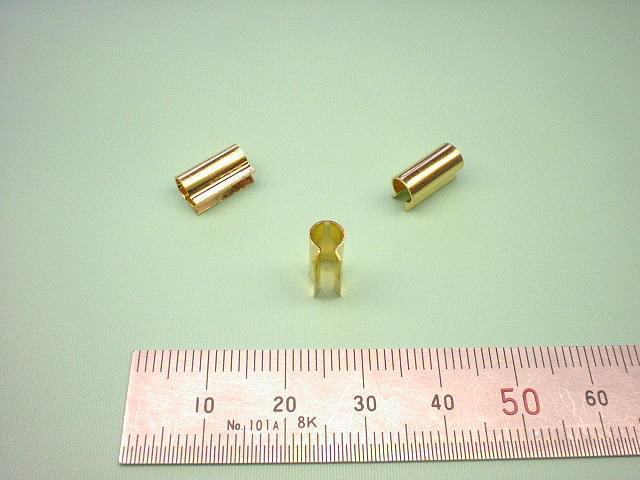 ショートアダプタ りん青銅板 C5191P t0.3 金めっき処理
ショートアダプタ りん青銅板 C5191P t0.3 金めっき処理
図面形状又はスケッチデータ
【ショートアダプタ リン青銅板 C5191P t0.3 金めっき処理の加工図面】
金めっき(金めっき処理)
金めっきとは(金めっき処理とは)、各種の装飾品や照明器具、時計など外観をきれいに見せるための処理として古くからよく利用される装飾めっきの一種です。
金めっきは、素材として用いる金が高いので一般的にコスト高であり、また、コストは金相場に左右されますが、接触抵抗が低いので、各種電子部品接点などにも広く利用されています。
金めっきは非常に美しい外観ですが、耐久性はにはあまり強くありません。そのため、長期間外気においておくと変色する場合があるので、表面にクリア塗装などして変色を防止する場合もあります。
電池の接点等、電子部品接点などの機能めっきとして使う場合は、硬質金めっきが一般に用いられます。硬質金めっきは金めっきよりも厚くつき、均一電着性に優れている事が特色です。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : ショートアダプタ
- お客様 : 企業様向け
- 製品用途 : 詳細用途は不明
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 4.6mm(W)×10mm(L)×6.3mm(H)
- 素材材質・材料 : りん青銅板 C5191P(旧JIS記号:PBP2)/比重(密度)8.89
- 板厚 : t0.3mm
- 表面処理 : 金めっき
- 製作数量 : 10個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)(3箇所以上)
- 絞り加工 : なし
- 穴加工方法 : -
- 穴加工数 : なし
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 簡易金型(ジグ)作成
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :

- トータル価格(トータルコスト) :
- 納期 : (注文後営業日15日以上程度)
- 評価(満足度) :
試作治具|りん青銅板(C5191P)の板金加工例
りん青銅板の板バネ・精密板金加工サンプルとして、企業様向け、あるものを固定するための押さえ用の治具(ジグ)として利用するりん青銅板製試作用治具の板金加工実績です。
製品サンプル写真(クリックで拡大)
 りん青銅 t3.0 による試作治具
りん青銅 t3.0 による試作治具
図面形状又はスケッチデータ
【試作治具(ジグ) りん青銅板 C5191P t3.0 の概略図面】
設計・加工のポイント
このリン青銅製試作用治具は、平板形状であり、曲げ加工を伴う形状ではありませんが、板厚(t3.0)よりも細幅(2.2mm)の細長いスリット(2.2×237角穴)や、同じ領域に深さ0.8mmの平ざぐりなどもあるという、少々複雑な形状の治具(ジグ)となっています。
平ザグリ部の加工を、フライス加工(エンドミル削り)により行い、二つの2.2幅×237長さの角穴(細長スリット)の加工を、ワイヤー放電加工機を用いてワイヤーカットした後、最後に21×257の外形もワイヤーカットにより切り出しています。
製品形状が細長であることと、板厚方向の切削加工(深さ0.8の平座ぐり)を行うには厚さがt3.0と薄いことなどが原因となり、最終的に製品に反り(長手方向の中心位置を中心として両端が上側に湾曲する反り)が発生しますので、最終工程として治具などを用いてこの反りを除去して完成品に仕上ています。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工、機械加工
- 製品名称 : りん青銅板製試作用治具(仮称)
- お客様 : 企業様向け
- 製品用途 : あるものを固定するための押さえ用の治具(ジグ)として利用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 21mm(W)×257mm(L)×3mm(H)
- 素材材質・材料 : りん青銅板 C5191P(旧JIS記号:PBP2)/比重(密度)8.89
- 板厚 : t3.0mm
- 表面処理 : なし
- 製作数量 : 1個
- ブランク加工方法 : シャーリングカット(1) 及び ワイヤーカット(ワイヤー加工)(3)
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : ドリル 及び ワイヤーカット(ワイヤー加工)(3)
- 穴加工数 : 2-2.2×237角穴(細長スリット)
- タップ加工数 : 6-M3
- 座ぐり(平座ぐり)加工方法 : エンドミル削り(4)(フライス加工)
- 座ぐり(平座ぐり)加工数 : 1箇所(11.8×190×深さ0.8)
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日15日以上程度)
- 評価(満足度) :
試作センサー(先端カール曲げ)|C5191P 板ばね・板金加工例
りん青銅板の板バネ・薄板精密板金加工サンプルとして、企業様向け、装置内のセンサー部品として利用する試作センサー(先端カール曲げ)の板ばね・小物精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 センサー試作品(後退センサー)
センサー試作品(後退センサー)
図面形状又はスケッチデータ
【リン青銅センサー試作品 C5191P t0.3 の概略図面】
設計・加工のポイント
写真や概略図面でも見て取れるように非常に小さいセンサー部品であること、小さい上に通常の曲げだけでなく、先端がフックのような形のカール曲げ形状があること、少量試作であることなどが設計・加工のポイントになります。
先端のカール曲げ部分については、板内側半径でR0.7であり、非常に小さいR曲げ形状になっています。このR曲げ(カール曲げ)は、簡易な治具(ジグ)を用いて曲げていますが、製作数量が1個と、少量試作であることから、ブランク加工・穴加工・曲げ加工(R曲げ加工)等、すべて手加工により製作しています。
製品情報・板金加工データ等
- 加工カテゴリー : 小物・薄板精密板金加工
- 製品名称 : リン青銅試作センサー(後退センサー)
- お客様 : 企業様向け
- 製品用途 : 装置内のセンサー部品として利用(詳細用途は不明)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 2.8mm(W)×8.3mm(L)×3.1mm(H)
- 素材材質・材料 : りん青銅板 C5191P(旧JIS記号:PBP2)/比重(密度)8.89
- 板厚 : t0.3mm
- 表面処理 : なし
- 製作数量 : 1個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 1箇所+カール曲げ加工
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(ケトバシ(5))
- 穴加工数 : 1-φ1.6
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 簡易金型(ジグ)作成(フック形状の先端カール曲げ加工用)
- 加工難易度 :
- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
薄板ばね|りん青銅板 C5191P 板バネ・板金加工例
りん青銅板の板ばね・薄板精密板金加工サンプルとして、企業様向け、装置内の薄板ばね部品として利用(詳細使用方法は不明)するリン青銅薄板バネの板ばね加工・精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 板バネ-りん青銅(C5191P) 薄板板金加工品
板バネ-りん青銅(C5191P) 薄板板金加工品
図面形状又はスケッチデータ
【板バネ-りん青銅 薄板板金加工 C5191P t0.4 の概略図面】
設計・加工のポイント
板バネとしては、りん青銅の板厚t0.4 におけるバネ反力と、両端を鈍角に曲げてできる板バネとしての高さ(2mm)が考慮された設計となっており、装置内での部品の固定(押さえ)に利用されます。
加工のポイントとしては、両端を鈍角形状に曲げる曲げ加工になります。
鈍角の曲げ加工は、ブレスブレーキの加圧力を調整して微妙な角度を出しています。
製品情報・板金加工データ等
- 加工カテゴリー : 小物・薄板精密板金、板バネ加工
- 製品名称 : りん青銅薄板バネ(仮称)
- お客様 : 企業様向け
- 製品用途 : 装置内の薄板ばね部品として利用(詳細使用方法は不明)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 8mm(W)×24.8mm(L)×2mm(H)
- 素材材質・材料 : りん青銅板 C5191P(旧JIS記号:PBP2)/比重(密度)8.89
- 板厚 : t0.4mm
- 表面処理 : なし
- 製作数量 : 4個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 2箇所(鈍角曲げ加工)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(6))
- 穴加工数 : 1-φ4
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日7日以上程度)
- 評価(満足度) :
細穴加工絞り板(絞り穴付き薄板円板)|C5191P 板ばね・板金加工例
リン青銅板の板バネ・薄板精密板金加工サンプルとして、企業様向け、滑度計用水銀柱部品の一つとして利用(詳細使用方法は不明)する細穴加工絞り板(絞り穴付き薄板円板)の板バネ加工・精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 細穴加工リン青銅絞り板(C5191P) 薄板円板加工
細穴加工リン青銅絞り板(C5191P) 薄板円板加工
図面形状又はスケッチデータ
【細穴加工リン青銅絞り板(りん青銅 C5191P t0.25)の加工図面】
設計・加工のポイント
絞り板円板中心にあるφ0.75の細穴加工が加工のポイントになります。
細穴加工機による穴加工も可能ですが、外作になることや、細穴加工機を使うほど極小の穴でもないこと、それほど高精度の穴径寸法が要求されるものではないことなどの理由から、ドリル加工により穴あけしています。なお、円板の外形はワイヤ放電加工機を用いてワイヤーカット加工しています。
製品情報・板金加工データ等
- 加工カテゴリー : 小物・薄板精密板金、板バネ加工
- 製品名称 : 細穴加工リン青銅絞り板(仮称)
- お客様 : 企業様向け
- 製品用途 : 平滑度計用水銀柱部品の一つとして利用(詳細使用方法は不明)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : φ15.9mm(外径)×0.75mm(内径)×0.25mm(厚さ)
- 素材材質・材料 : りん青銅板 C5191P(旧JIS記号:PBP2)/比重(密度)8.89
- 板厚 : t0.25mm
- 表面処理 : なし
- 製作数量 : 10個
- ブランク加工方法 : シャーリングカット(1)、ワイヤーカット(ワイヤー加工)(3)
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : 細穴ドリル
- 穴加工数 : 1-φ0.75
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 外径φ15.9(+0、-0.2)、円中心絞り穴φ0.75(+0、-0.1)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日7日以上程度)
- 評価(満足度) :
押さえ板バネ金具|リン青銅板 C5191P 板バネ・板金加工例
りん青銅板の板ばね・薄板精密板金加工サンプルとして、企業様向け、装置内の試料を固定するための薄板ばね金具として利用(詳細使用方法は不明)する押さえ板バネ金具(料押さえ金具)の板ばね加工・薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
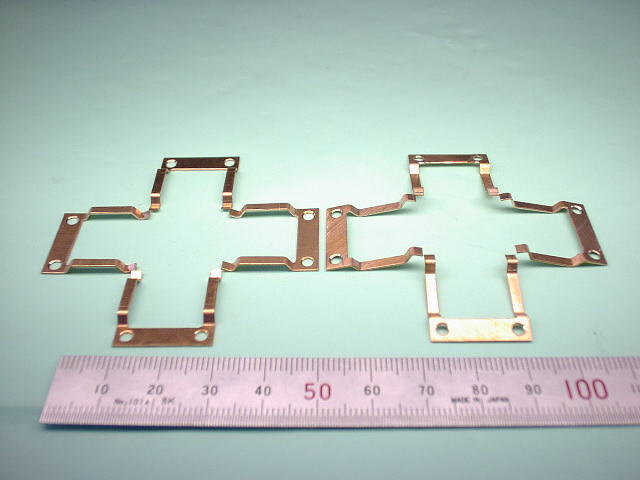 押さえ板バネ金具(リン青銅) 薄板板金加工品
押さえ板バネ金具(リン青銅) 薄板板金加工品
図面形状又はスケッチデータ
【押さえ板バネ金具 薄板板金加工 リン青銅 C5191P t0.5 の概略図面】
設計・加工のポイント
この押さえ板バネ金具の加工のポイントとしては主に曲げ加工になります。
曲げ箇所は両側の板幅2.5mmの部分にそれぞれ4箇所あり、この曲げは両側を別々に行うのではなく、同じ曲げ位置にある部分は両側を同時に曲げ加工しています。
門形の形状で両側2.5mm幅の板をそれぞれ4箇所曲げることにより、先端附近で試料を線接触で押さえ込む設計となっており、バネの強度はリン青銅のもつバネ性と板幅を考慮して2.5mmという幅の設計になっています。
製品情報・板金加工データ等
- 加工カテゴリー : 小物・薄板精密板金、板バネ加工
- 製品名称 : 押さえ板バネ金具(リン青銅製試料押さえ金具)
- お客様 : 企業様向け
- 製品用途 : 装置内の試料を固定するための薄板ばね金具として利用(詳細使用方法は不明)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 20mm(W)×21mm(L)×2.5mm(H)
- 素材材質・材料 : りん青銅板 C5191P(旧JIS記号:PBP2)/比重(密度)8.89
- 板厚 : t0.5mm
- 表面処理 : なし
- 製作数量 : 8個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 8箇所(鈍角曲げ6箇所、90°曲げ2箇所)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(6))
- 穴加工数 : 2-φ2.5
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日7日以上程度)
- 評価(満足度) :
注記(用語の説明)
- 注(1).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(2).プレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).ワイヤーカット(ワイヤー加工)
- 工作物と電極との間の放電現象を利用して行う加工。
走行する金属製(主に真鍮製)のワイヤー電極を用いて電極・工作物間に短い周期で繰り返されるアーク放電によって被加工物表面の一部を除去する機械加工の方法。
ワイヤー加工は、被加工物が電気を通す材質(導体)でなければ加工できないという特徴がある。精度の高い加工が可能なため金型を製作するために広く用いられる。ワイヤー加工を行う工作機械をワイヤ放電加工機という(参考写真以下)。

- 注(4).エンドミル削り(エンドミル)
- 機械加工(切削加工)において、エンドミルを用いて行うフライス削り(フライスを用いて工作物を削ること)。
エンドミルとは、フライス(主にフライス盤やマシニングセンタで使われる回転を与えて切削加工に使用される切削工具)の一種で、ドリルに似た形状をもち、側面の刃で切削して軸に直交する方向に穴を削り広げる切削加工に用いる切削工具のこと。
形状はドリルに似ているが、刃数はドリルと違って、外周に2枚~4枚、或いは多数の刃を持つものなど用途に応じていろいろな種類がある(以下は実物及び形状図の一例)。
- 注(5).ケトバシ(足踏みプレス・フートプレス)
- 完全手動のプレス機械。足で蹴飛ばすことを動力とする。ごく少量試作板金等には重宝する。

- 注(6).セットプレス
- 鋼板・板材に穴などのパンチング加工を行う機械。

- 注(7).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
関連情報・参考ページ
- 精密板金とは・板金加工とは
- 精密板金・板金加工の詳しい解説。自動車板金・建築板金との違い、製作実例、薄板金属への主な加工内容・工程、板金材料・材質・板厚の説明など。
- お見積もり・お問合わせ
- 精密板金・板金加工などのお見積もりのご依頼方法(必要事項、送付いただく図面形式など)、お問い合わせ先、担当者、営業日など。
- 図面作成,書き方|製図ガイド
- 三角法による一般的な図面作成例・板金図面の書き方のポイントなど。図面記号・指示記号や図面に記載する基本的なことなどを板金加工品の実例を基にご紹介。製図用紙サンプルもあり。
- 薄板金属材料・加工技術
- 精密板金 wiz で対応可能な薄板金属材料・板金材料や加工方法・内容などの説明。