真鍮板(黄銅板)C2801P等の薄板精密板金・板金加工例
板金加工分野においてはよく”BSP(BSPは黄銅板の旧JIS規格記号)”とも呼ばれ、機械部品、配線器具部品、ネームプレート、計器板、装飾部品などの板金材料として、また、表面処理としてメッキ加工との相性も良い、C2801Pに代表される真鍮板(黄銅板)による薄板加工・精密板金加工製品サンプルです。
真鍮とは、銅合金の一種であり、銅(元素記号:Cu)を主成分(59.0~71.5%)とする亜鉛(元素記号:Zn)との銅合金で、特に亜鉛が20%以上のものをいい、一般には黄銅(おうどう:英文では”brass”又は”copper-zinc alloys”)と言われます。
銅と亜鉛の割合によって、亜鉛が4~20%未満のもは、丹銅(たんどう)と呼ばれるものもあります。真鍮板とは、伸銅品の一種であり、真鍮を圧延した板材のことを言います。
真鍮板(黄銅板)には、添加する亜鉛Znの成分量の多い少ないによって、JIS規格の材料記号で C2600P、C2680P、C2720P、C2801P などいくつか種類がありますが、一般板金加工用材料としては、C2801Pが最もよく用いられます。
C2801P真鍮板は、市中品で豊富な板厚サイズがあり、小板や1×2メーター板、4×8シハチ板などの定尺板が板素材として広く流通していますが、材料の色合いは下図のように、黄金色に近い金色の材料となります。

それぞれの真鍮板(黄銅板)の精密板金加工サンプルごとに、実際に行った板金加工方法や用途、図面形状などの情報も公開できる範囲で掲載しておりますのでお見積もり・ご注文の際の参考にしてください。
センサブラケット(センサブランケット)|真鍮板(黄銅板)C2801P 板金加工例
真鍮板(黄銅板)の薄板加工・薄板精密板金加工サンプルとして、企業様向け、機械装置内でセンサを取り付けるためのブラケット金具として使用するセンサブラケット(センサブランケット)の薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 センサブラケット(センサブランケット) 真鍮板 C2801P t1.0
センサブラケット(センサブランケット) 真鍮板 C2801P t1.0
図面形状又はスケッチデータ
【センサブラケット(センサブランケット) 真鍮板 C2801P t1.0 の概略図面】
設計・加工のポイント
長丸穴が曲げ加工位置にかなり近いところにあります。
板厚にもよりますが、このように穴と曲げ位置との間隔が狭すぎると、曲げ加工時に穴の部分に応力集中を起こし、穴が変形してしまう場合がありますので、設計段階で考慮すべきです。
(穴が変形してしまうことを、”穴がくずれる”とか、”穴がわらってしまう”などと言う場合もあります。)
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : 機械装置用真鍮板製センサブラケット
- お客様 : 企業様向け
- 製品用途 : ●●機械装置内でセンサを取り付けるためのブラケット金具として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 6mm(W)×25mm(L)×7mm(H)
- 素材材質・材料 : 真鍮板 C2801P(黄銅板3種板 旧JIS記号:BSP3)/比重(密度)8.43
- 板厚 : t1.0mm
- 表面処理 : なし
- 製作数量 : 8個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)(1箇所)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3)、ケトバシ(4))
- 穴加工数 : 2-φ2.5×6.5長丸穴
- タップ加工数 : 1-M1.4タップ
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :

- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日8日以上程度)
- 評価(満足度) :
真鍮製光源受け試作|真鍮板(黄銅板)C2801P 板金加工例
真鍮板(黄銅板)の薄板加工・薄板精密板金加工サンプルとして、企業様向け、械装置内である光源を受けるための試作部品として利用する真鍮製光源受け試作の薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 真鍮製光源受け C2801P t1.5
真鍮製光源受け C2801P t1.5
図面形状又はスケッチデータ
【真鍮製(C2801P t1.5)光源受け試作品の概略図面】
設計・加工のポイント
加工のポイントとしては、曲げ加工になります。
光源受け中心部の幅14mmの曲げ形状は、板厚t1.5に対して曲げ高さが3mmであり、低い高さでの曲げとなり、45°程度の角度のついた形状の曲げ加工(135度程度の鈍角の曲げ加工)となります。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・試作加工
- 製品名称 : 機械装置試作用 真鍮製光源受け試作
- お客様 : 企業様向け
- 製品用途 : ●●機械装置内である光源を受けるための試作部品として利用。
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるDXFファイル形式図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 33mm(W)×54mm(L)×19mm(H)
- 素材材質・材料 : 真鍮板 C2801P(黄銅板3種板 旧JIS記号:BSP3)/比重(密度)8.43
- 板厚 : t1.5mm
- 表面処理 : なし
- 製作数量 : 2個
- ブランク加工方法 : レーザー加工(レーザーカット)(5)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 3箇所
- 絞り加工 : なし
- 穴加工方法 : レーザー加工(レーザーカット)(5)
- 穴加工数 : 1-φ11穴
- タップ加工数 : 1-M2.6タップ、2-M2.3タップ
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日8日以上程度)
- 評価(満足度) :
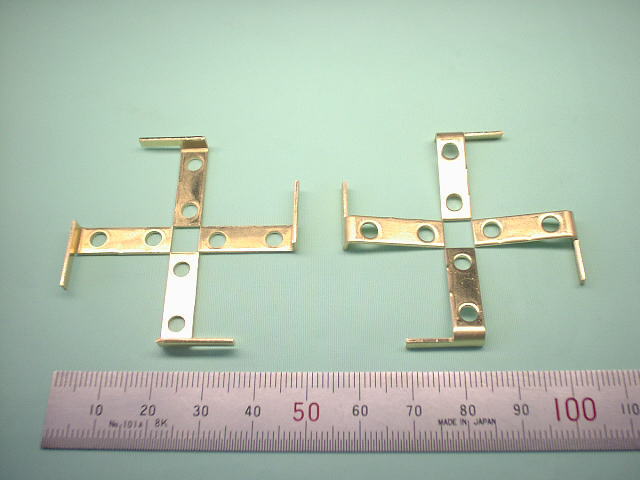
フライマテリアル・リップウエイト|真鍮板(黄銅板)C2801P 板金加工例
真鍮板(黄銅板)の薄板加工・薄板精密板金加工サンプルとして、個人様向け、フライフィッシングにおけるストリーマーフライ用の金属リップとして利用するフライマテリアル・リップウエイト試作の薄板精密板金加工実績です。
製品サンプル写真(クリックで拡大)
 真鍮板 C2801P t0.3(左)/アルミ板 A5052P t0.3(右)
真鍮板 C2801P t0.3(左)/アルミ板 A5052P t0.3(右)
 違う角度から撮ったフライマテリアル・リップウエイト
違う角度から撮ったフライマテリアル・リップウエイト
図面形状又はスケッチデータ
【真鍮製及びアルミ製フライマテリアル・リップウエイトの展開図(曲げ加工前の平板形状図)】
【真鍮製及びアルミ製フライマテリアル・リップウエイトの三角法による概略図面】
順送型によるプレス量産加工用・金型製作
試作段階では、素材材料として、真鍮板とアルミ板(A5052P)の2種類で試作しました。
試作の結果、真鍮のt0.4を採用することとし、10万個の量産加工は、以下の実物写真のような順送型により金型プレス加工しています。
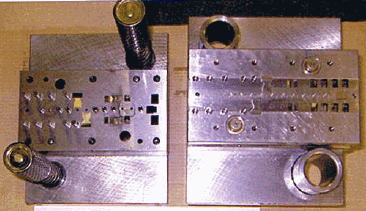
【順送型の実物写真(フライマテリアル・リップウエイトのプレス量産加工用金型】
フライマテリアル・リップウエイトの使用例
ストリーマーに以下の写真のように瞬間接着剤などで取り付けて使用します。

【ストリーマーへのフライマテリアル・リップウエイト取り付け例】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工・試作加工・プレス量産
- 製品名称 : フライマテリアル・リップウエイト(ストリーマーフライ用)
- お客様 : 個人様向け
- 製品用途 : フライフィッシングにおけるストリーマーフライ用の金属リップとして利用。
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるDXFファイル形式図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 4.8mm(W)×8.9mm(L)×5.0mm(H)
- 素材材質・材料 : 真鍮板 C2801P(比重 8.43)/アルミ板 A5052P(比重 2.68)
- 板厚(真鍮板) : t0.3(試作時)/t0.4mm(量産時)
- 板厚(アルミ板) : t0.3(試作時のみ)
- 表面処理 : なし
- 製作数量(試作時) : 1個(真鍮板製)/1個(アルミ板製)
- 製作数量(量産) : 10万個(真鍮板製のみ)
- ブランク加工方法(試作) : シャーリングカット(1)、プレス抜き(ケトバシ(4))
- ブランク加工方法(量産) : 順送型によるプレス抜き加工
- 曲げ加工内容(試作): プレスブレーキ曲げ(2)
- 曲げ加工内容(量産): 順送型によるプレス曲げ加工
- 曲げ加工箇所数: 3箇所
- 絞り加工 : なし
- 穴加工方法 : -
- 穴加工数 : なし
- タップ加工数 : なし
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否(試作) : 必要(簡易ジグ)
- 金型又は簡易ジグ製作の要否(量産) : 必要(量産用順送金型)
- 加工難易度 :
- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) : (順送金型費用除く量産時コスト)
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
 (順送金型費用含む量産時トータルコスト)
(順送金型費用含む量産時トータルコスト) - 納期 : (注文後営業日30日以上程度:量産時)
- 評価(満足度) :
ライナープレート|真鍮板(黄銅板)C2801P 板金加工例
真鍮板(黄銅板)の板金加工サンプルとして、企業様向け、機械装置内でライナー部品として使用するライナープレートの精密板金加工実績です。
製品サンプル写真(クリックで拡大)
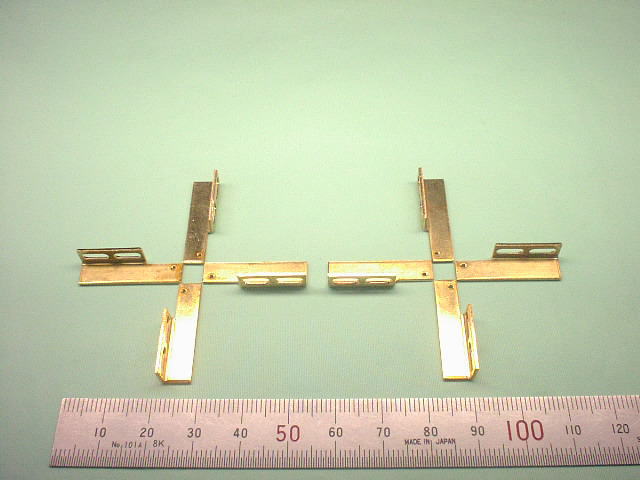
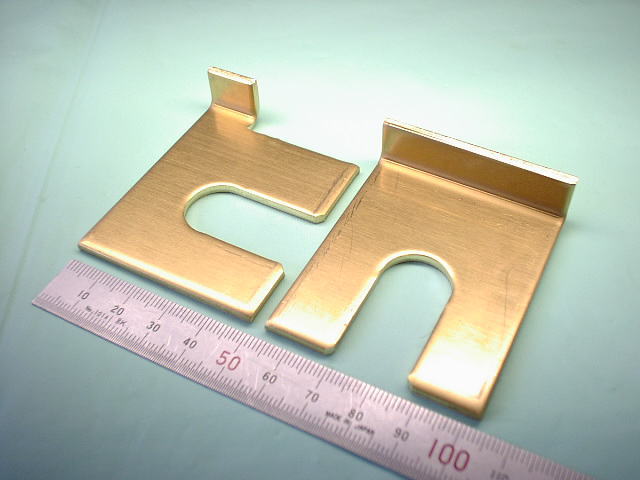 ライナープレート下部(写真左)/ライナープレート上部(右)
ライナープレート下部(写真左)/ライナープレート上部(右)
図面形状又はスケッチデータ
【真鍮製ライナープレート上部 C2801P t1.5/t2.0/t2.5/t3.0 の概略図面】
【真鍮製ライナープレート下部 C2801P t1.5/t2.0/t2.5/t3.0 の概略図面】
設計・加工のポイント
2種類のライナープレートは、いずれも1箇所ずつ曲げ加工がありますが、板厚の内側寸法(内寸)を基準として、それぞれ4種類(t1.5/t2.0/t2.5/t3.0)の板厚により製作しています。
板厚の内側寸法(内寸)は、板厚の違いによらず、上部・下部ライナープレートともそれぞれ全く同じ形状・寸法になりますが、板厚が異なることによる曲げ加工における曲げ係数の違いにより、ブランク寸法は板厚により若干違いが生じます。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : 機械装置用真鍮製ライナープレート(上部・下部)
- お客様 : 企業様向け
- 製品用途 : ●●機械装置内でライナー部品として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 2点(真鍮製ライナープレート上部/真鍮製ライナープレート下部)
- 組立方法 : -
- 製品概略サイズ : 50mm(W)×61.5~63mm(L)×10mm(H)
- 素材材質・材料 : 真鍮板 C2801P(黄銅板3種板 旧JIS記号:BSP3)/比重(密度)8.43
- 板厚 : t1.5/t2.0/t2.5/t3.0mm(写真サンプルはいずれもt3.0)
- 表面処理 : なし
- 製作数量 : 16個(ライナープレート上部・下部ともそれぞれ板厚4種類で各2個ずつ)
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 2種類とも各1箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3)、ケトバシ(4))
- 穴加工数 : φ17×33.5長丸切り欠き
- タップ加工数 : -
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日8日以上程度)
- 評価(満足度) :
センサードグ|真鍮板(黄銅板)C2801P 板金加工例
真鍮板(黄銅板)の薄板精密板金加工サンプルとして、企業様向け、ある機械装置内でセンサードグ部品として使用するセンサードグの真鍮板金加工実績です。
製品サンプル写真(クリックで拡大)
 真鍮製センサードグ(少量試作で対応) C2801P t1.0
真鍮製センサードグ(少量試作で対応) C2801P t1.0
図面形状又はスケッチデータ
【真鍮製センサードグ C2801P t1.0 の概略図面】
設計・加工のポイント
加工方法としては、データ作成などが必要となるレーザー加工機などの半自動的なマシンは一切使用せず、ブランク加工には足踏みシャーリングやケトバシ(足踏みプレス)などの手動板金機械を用いた手作り加工により製作しています。
このような小物・少量の試作加工の場合、独自のノウハウを取り入れたハンドメイドでスピーディーかつ低コストの試作対応が可能です。
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : 機械装置用真鍮製センサードグ
- お客様 : 企業様向け
- 製品用途 : ●●機械装置内でセンサードグ部品として使用
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 15mm(W)×21mm(L)×4.5mm(H)
- 素材材質・材料 : 真ちゅう板 C2801P(黄銅板3種板 旧JIS記号:BSP3)/比重(密度)8.43
- 板厚 : t1.0mm
- 表面処理 : なし
- 製作数量 : 4個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 1箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(ケトバシ(4))
- 穴加工数 : 2-φ3.5穴
- タップ加工数 : -
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日5日以上程度)
- 評価(満足度) :
自作スピーカー用マウントベース(リングプレート)|C2801P 板金加工例
真鍮板(黄銅板)の精密板金加工サンプルとして、個人様向け、ご趣味の利用でスピーカ自作時にスピーカーとBOXの間に挟む真鍮板製のマウントとして使用するスピーカー用マウントベース(リングプレート)の真鍮板金加工実績です。
製品サンプル写真(クリックで拡大)


自作スピーカー用マウントベース(真鍮リングプレート) 真鍮板 C2801P t3.0
図面形状又はスケッチデータ
【自作スピーカー用マウントベース(真鍮リングプレート) C2801P t3.0 の製作図面】
マウントベース(リングプレート)取付後の自作スピーカー完成写真
スピーカー本体の外周に金色に見えるものが、マウントベース(真鍮リングプレート)になります。
マウントベースは、取付前にお客様の手により、円周上に表面をヘアライン加工してあります。

【マウントベース(真鍮リングプレート)取付後の自作スピーカー完成写真(全体写真)】

【マウントベース(真鍮リングプレート)取付部の拡大写真(スピーカー部拡大写真)】
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工
- 製品名称 : 自作スピーカー用マウントベース(真鍮リングプレート)
- お客様 : 個人様向け
- 製品用途 : スピーカ自作時にスピーカー/BOX間に挟む真鍮板製のマウントとして使用
- 設計者 : お客様
- 加工用図面形式 : 手書き図面(精密板金 wiz にて製図)
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : φ200mm(外径)×φ146mm(内径)×3.0mm(H)のリング
- 素材材質・材料 : 真鍮板 C2801P(黄銅板3種板 旧JIS記号:BSP3)/比重(密度)8.43
- 板厚 : t3.0mm
- 表面処理 : なし(表面傷除去のためのペーパーによる軽度の磨きは実施)
- 製作数量 : 2個
- ブランク加工方法 : シャーリングカット(1)、コンターマシンカット(バンドソーカット)(6)
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3))
- 穴加工数 : 8-φ5穴
- タップ加工数 : -
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
注記(用語の説明)
- 注(1).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(2).プレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).セットプレス
- 鋼板・板材に穴などのパンチング加工を行う機械。

- 注(4).ケトバシ(足踏みプレス・フートプレス)
- 完全手動のプレス機械。足で蹴飛ばすことを動力とする。ごく少量試作板金等には重宝する。

- 注(5).レーザー加工(レーザーカット)
- レンズを使用して被加工物に一点集中させたレーザー光線が熱エネルギーに変換されて得られる高密度のエネルギーを利用して板材などの加工物の加熱・溶融・蒸発・除去を行う加工方法。レーザ加工を行う加工機械をレーザー加工機という(参考写真以下)。

- 注(6).コンターマシンカット(バンドソーカット)
- 鋼板・板材などを、コンターマシン(バンドソーとも言われる)で行う切断加工のこと。
コンターマシンとは(バンドソーとは)、帯のこ(のこぎり刃がついた輪状の切断工具)によって板材をカットするための板金機械であり、一般に、板材にケガキなどによって描いた輪郭(コンター:contour)線に従って加工品を動かしながら外形を切断加工する機械である。
(以下の写真参照)

- 注(7).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
関連情報・参考ページ
- 精密板金とは・板金加工とは
- 精密板金・板金加工の詳しい解説。自動車板金・建築板金との違い、製作実例、薄板金属への主な加工内容・工程、板金材料・材質・板厚の説明など。
- お見積もり・お問合わせ
- 精密板金・板金加工などのお見積もりのご依頼方法(必要事項、送付いただく図面形式など)、お問い合わせ先、担当者、営業日など。
- 図面作成,書き方|製図ガイド
- 三角法による一般的な図面作成例・板金図面の書き方のポイントなど。図面記号・指示記号や図面に記載する基本的なことなどを板金加工品の実例を基にご紹介。製図用紙サンプルもあり。
- 薄板金属材料・加工技術
- 精密板金 wiz で対応可能な薄板金属材料・板金材料や加工方法・内容などの説明。