A5052P等 アルミ板 板金加工サンプル
板金加工分野において、よく”52S(ごーにーえす)”、或いは、”5052(ごーまるごーにー)”などと呼ばれている最も一般的な板金加工材料である、A5052P に代表されるアルミ板(アルミニウム合金板)による精密板金・板金加工実例・製品サンプルです。
アルミ板には純アルミニウム板(A1050PやA1100Pなど)や、強度・加工・成形性・耐食性・溶接性などの改善を目的とした各種のアルミ合金板など、数多くの種類のアルミ板がありますが、薄板の板金加工材料と言えば、一般には A5052P が利用されます。
(精密板金 wiz におけるアルミ板金部品も加工素材として用いるアルミ板としては、通常は、ほとんどがこの A5052P を利用しています。)
アルミは素地状態でも耐食性に優れ、見た目もきれいですが、材料改質(硬くする)や意匠性・デザイン性などの目的で、アルマイト加工という表面処理を行う場合もあります。
アルマイト加工には、一般的な白アルマイトや硬質アルマイト処理だけでなく、デザイン性に富み見た目も美しい赤や青、黒色などのカラーアルマイト(着色アルマイト)もあります。
それぞれのアルミ板金加工サンプルごとに、実際に行った板金の加工方法や用途、図面形状などの情報も公開できる範囲で掲載しておりますのでお見積もり・ご注文の際の参考にしてください。
ラジコンカーシャーシ用パーツ|アルミ板の板金加工例
アルミ板の板金加工サンプルとして、個人様向け、ご趣味で利用するホビー用パーツ A5052P t2.0 によるラジコンカーシャーシ用パーツの板金加工実績です。
製品サンプル写真(クリックで拡大)
 ラジコンカーシャーシ用パーツ アルミ板 A5052P t2.0 ホビー用
ラジコンカーシャーシ用パーツ アルミ板 A5052P t2.0 ホビー用
図面形状又はスケッチデータ
【アルミ板 A5052P t2.0 ラジコンカーシャーシ用パーツの概略形状図面】
皿ネジ(皿ビス)の使い方
【ラジコンカーシャーシ用パーツに24箇所使用する皿穴(皿座ぐり穴)の説明】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : ラジコンカーシャーシ用パーツ
- お客様 : 個人様向け
- 製品用途 : 個人様のご趣味で利用。ホビー用パーツ
- 設計者 : お客様
- 加工用図面形式 : CAD作図ファイル図面(DXF形式)
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 約148mm(W)×約290mm(L)×約13mm(H)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : t2.0mm
- 表面処理 : なし
- 製作数量 : 1個
- ブランク加工方法 : タレットパンチプレス(NCT)(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)(20°鈍角曲げ)(2箇所)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(1))、ドリル(皿座ぐり加工)
- 穴加工数 : 24-M3用皿穴、30mm×55mm角穴
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :

- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :

アルミボックス電気回路収納用(赤アルマイト加工)|アルミ板の板金加工例
アルミ板の板金加工サンプルとして、個人様向け、BOX内部に電気回路を収納するためのアルミケースとして利用する赤アルマイト加工のアルミボックス(A5052P t2.0)の板金加工実績です。
製品サンプル写真(クリックで拡大)
 アルミボックス アルミ板 A5052P t2.0 赤アルマイト加工
アルミボックス アルミ板 A5052P t2.0 赤アルマイト加工
図面形状又はスケッチデータ
この電気回路収納用アルミボックス(赤アルマイト加工)は、ケース上側部品と、ケース下側部品の2点から構成され、それぞれをM2.6ネジ4箇所にによりビス止めし、ボックスを構成する形状となります。
ケース上側及びケース下側それぞれの部品図面は以下の図面になります。
【アルミボックス用ケース上側 A5052P t2.0 赤アルマイト加工 の部品図面】
【アルミボックス用ケース下側 A5052P t2.0 赤アルマイト加工 の部品図面】
アルミボックス内部の電気回路及び組込み後の完成写真
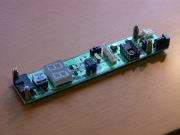
【アルミボックス内部の電気回路写真】

【電気回路組込み後のアルミボックスの完成写真】(クリックで拡大)
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : アルミボックス電気回路収納用
- お客様 : 個人様向け
- 製品用途 : BOX内部に電気回路を収納するためのアルミケースとして利用
- 設計者 : お客様(精密板金 wiz にて改良提案)
- 加工用図面形式 : CAD作図PDFファイル図面
- 製品構成部品点数 : 2点(ケース上側、ケース下側)
- 組立方法 : ビス止め(ネジ止め)
- 製品概略サイズ : 48mm(W)×180mm(L)×28mm(H)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : t2.0mm
- 表面処理 : カラーアルマイト処理(赤アルマイト処理)
- 製作数量 : 1個
- ブランク加工方法 : シャーリングカット(3)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数(ケース上側) :4箇所
- 曲げ加工箇所数(ケース下側) :2箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(4)、ケトバシ(5))
- 穴加工数(ケース上側) : 6-φ3穴、2-φ16.5穴、12×12角穴、18×26角穴、10×14角穴
- 穴加工数(ケース下側) : 4-φ3穴
- タップ加工数(ケース上側) : 4-M2.6
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 :
 (注文後営業日12日以上程度)
(注文後営業日12日以上程度) - 評価(満足度) :
アルミブラケット(ブランケット)|アルミ板の板金加工例
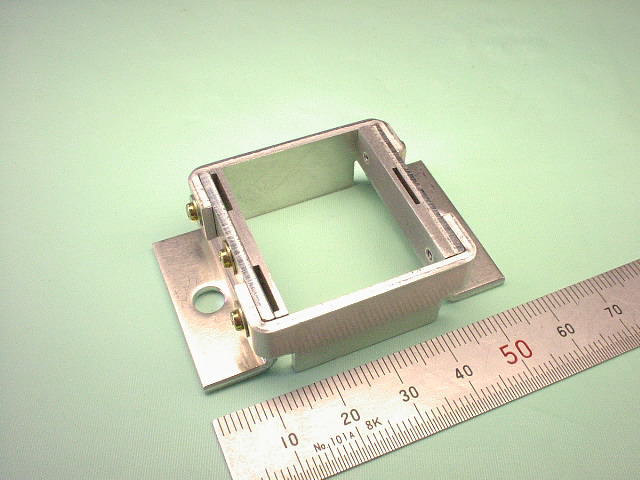
アルミ板の板金加工サンプルとして、企業様様向けの、ある製品の固定金具・治具ブラケットとして利用するアルミブラケット(アルミブランケット)(A5052P t1.5)の板金加工実績です。
製品サンプル写真(クリックで拡大)
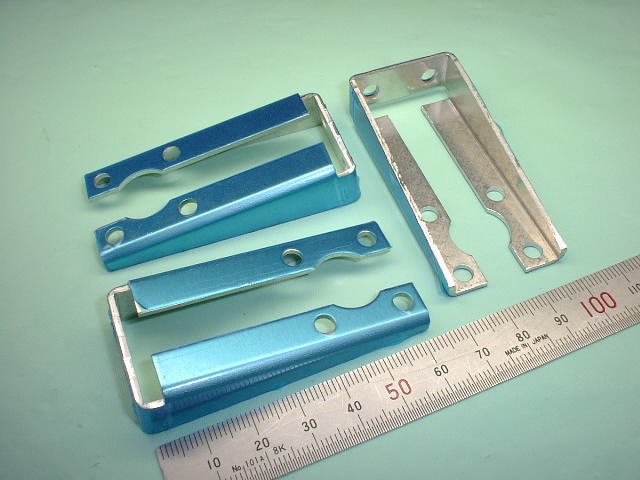 アルミブラケットA アルミ板 A5052P t1.5
アルミブラケットA アルミ板 A5052P t1.5
 アルミブラケットB アルミ板 A5052P t1.5
アルミブラケットB アルミ板 A5052P t1.5
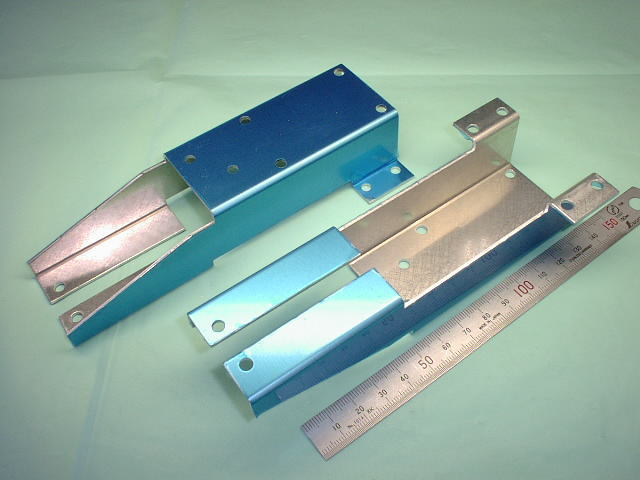 アルミブラケットC アルミ板 A5052P t1.5
アルミブラケットC アルミ板 A5052P t1.5
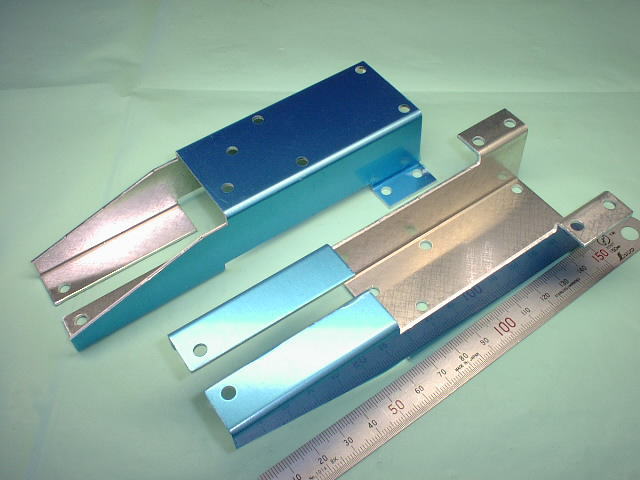 アルミブラケットD アルミ板 A5052P t1.5
アルミブラケットD アルミ板 A5052P t1.5
 アルミブラケットE アルミ板 A5052P t1.5
アルミブラケットE アルミ板 A5052P t1.5
図面形状又はスケッチデータ
【アルミブラケットA(アルミ板 A5052P t1.5)の概略図面】
【アルミブラケットB(アルミ板 A5052P t1.5)の概略図面】
【アルミブラケットC(アルミ板 A5052P t1.5)の概略図面】
【アルミブラケットD(アルミ板 A5052P t1.5)の概略図面】
【アルミブラケットE(アルミ板 A5052P t1.5)の概略図面】
タレットパンチプレス(タレパン、NCT)におけるニブリング加工
これらのアルミブラケットは、NCTタレパンで加工していますが、曲線ラインや斜め部分の部品形状はニブリングにより加工します。
ニブリング加工は、タレパンの汎用型により連続かつ高速で追い抜き加工を行う加工方法のことでです(以下の模式図参照)。一般に、追い抜くパンチ(金型)のピッチなどにもよりますが、製品の追い抜き断面(せん断面)がギザギザの仕上がりとなるので、必要に応じてニブリング加工面を仕上げる場合もあります。
【タレットパンチプレス(タレパン、NCT)におけるニブリング加工の説明】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : アルミブラケット(ブランケット)
- お客様 : 企業様向け
- 製品用途 : ある製品の固定金具・治具ブラケットとして利用
- 設計者 : お客様
- 加工用図面形式 : CAD作図PDFファイル図面
- 製品構成部品点数 : 5点(アルミブラケットA、B、C、D、E)
- 組立方法 : -
- 製品概略サイズ(ブランケットA) : 30mm(W)×63mm(L)×14mm(H)
- 製品概略サイズ(ブランケットB) : 65mm(W)×70mm(L)×27.5mm(H)
- 製品概略サイズ(ブランケットC) : 65mm(W)×154mm(L)×30mm(H)
- 製品概略サイズ(ブランケットD) : 65mm(W)×154mm(L)×30mm(H)
- 製品概略サイズ(ブランケットE) : 51.2mm(W)×52.5mm(L)×15.5mm(H)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : t1.5mm
- 表面処理 : 処理なし
- 製作数量 : ブランケットA=4個、B=4個、C=2個、D=2個、E=2個
- ブランク加工方法 : タレットパンチプレス(NCT)(1)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数(ブラケットA) :4箇所
- 曲げ加工箇所数(ブラケットB) :4箇所
- 曲げ加工箇所数(ブラケットC) :6箇所
- 曲げ加工箇所数(ブラケットD) :6箇所
- 曲げ加工箇所数(ブラケットE) :4箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(1))
- 穴加工数(ブラケットA) : 6-φ4.5穴
- 穴加工数(ブラケットB) : 8-φ4.5穴
- 穴加工数(ブラケットC) : 12-φ4.5穴
- 穴加工数(ブラケットD) : 12-φ4.5穴
- 穴加工数(ブラケットE) : 6-φ3.2穴、4-φ4.2穴、φ8穴
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日13日以上程度)
- 評価(満足度) :
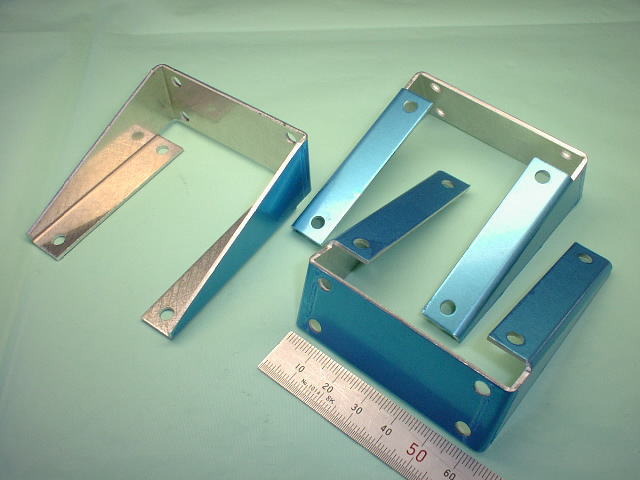
組立治具製作(アセンブリジグ)|アルミ板の板金加工例
アルミ板の板金加工サンプルとして、企業様様向けの、水素雰囲気中でハンダ付けを行うための位置決め・固定治具として利用する組立治具(アセンブリジグ)(A5052P t2.0)の板金加工実績です。
製品サンプル写真(クリックで拡大)
 組立治具製作(アセンブリジグ) アルミ板 A5052P t2.0
組立治具製作(アセンブリジグ) アルミ板 A5052P t2.0
 組立治具の構成部品 アルミ板 A5052P t2.0
組立治具の構成部品 アルミ板 A5052P t2.0
図面形状又はスケッチデータ
【アセンブリジグ(組立治具)の組立図(5種類の部品を組み立て)】
アセンブリジグの部品図(5種類)
この組立治具(アセンブリジグ)は、5種類のアルミ板金部品をネジ止め(ビス止め)で組み立てることによって構成され、それぞれの部品図は以下の図面になります。
【部品①-1(アルミ板 A5052P t2.0)の部品図】
【部品①-2(アルミ板 A5052P t2.0)の部品図】
【部品②(アルミ板 A5052P t2.0)の部品図】
【部品③(アルミ板 A5052P t2.0)の部品図】
【部品④(アルミ板 A5052P t2.0)の部品図】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : アセンブリジグ(組立治具)
- お客様 : 企業様向け
- 製品用途 : 水素雰囲気中でハンダ付けを行うための位置決め・固定治具として利用
- 設計者 : ドラフトはお客様。詳細は精密板金 wiz にてご提案
- 加工用図面形式 : 手書き作図FAX図面
- 製品構成部品点数 : 5点
- 組立方法 : M2ネジ止め(M2ビス止め)
- 製品概略サイズ(組立治具完成品) : 38mm(W)×55mm(L)×15mm(H)
- 製品概略サイズ(部品①-1) : 12.5mm(W)×32mm(L)×15mm(H)
- 製品概略サイズ(部品①-2) : 12.5mm(W)×32mm(L)×15mm(H)
- 製品概略サイズ(部品②) : 10mm(W)×38mm(L)×15mm(H)
- 製品概略サイズ(部品③) : 8mm(W)×32mm(L)×2mm(H)
- 製品概略サイズ(部品④) : 8mm(W)×32mm(L)×2mm(H)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : t2.0mm
- 表面処理 : 処理なし
- 製作数量 : 20セット(全部品数量=20×5=100個)
- ブランク加工方法 : シャーリングカット(3)、ワイヤーカット(ワイヤー加工)(6)
- 曲げ加工内容 : プレスブレーキ曲げ(3)
- 曲げ加工箇所数(部品①-1) :1箇所
- 曲げ加工箇所数(部品①-2) :1箇所
- 曲げ加工箇所数(部品②) :2箇所
- 曲げ加工箇所数(部品③) :-
- 曲げ加工箇所数(部品④) :-
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(4))
- 穴加工数(部品①-1) : 2-φ2.5穴、φ5.5穴
- 穴加工数(部品①-2) : 1-φ2.5穴、φ5.5穴
- 穴加工数(部品②) : 2-φ2.5穴
- 穴加工数(部品③) : -(幅9×深さ1の溝加工あり)
- 穴加工数(部品④) : -(幅9×深さ1の溝加工あり)
- タップ加工数(部品①-1) : -
- タップ加工数(部品①-2) : 2-M2
- タップ加工数(部品②) : -
- タップ加工数(部品③) : 2-M2
- タップ加工数(部品④) : 1-M2
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日13日以上程度)
- 評価(満足度) :
U曲げ固定金具試作|アルミ板の板金加工例
アルミ板の板金加工サンプルとして、企業様様向け、家具・調度品・インテリア内装関係の用途を想定した固定金具(スライド金具)として利用するU曲げ固定金具(A5052P t3.0)の板金加工実績です。
製品サンプル写真(クリックで拡大)
 U曲げ固定金具(U溝スライド金具) アルミ板 A5052P t3.0
U曲げ固定金具(U溝スライド金具) アルミ板 A5052P t3.0
 U曲げ固定金具(U溝スライド金具) 表・裏からの写真
U曲げ固定金具(U溝スライド金具) 表・裏からの写真
図面形状又はスケッチデータ
【U曲げ固定金具(U溝スライド金具)試作 アルミ板 A5052P t3.0 の概略図面】
U曲げ加工(絞り曲げ加工)の方法
このU曲げ固定金具は、上の概略図面のように、両サイドをUの字に曲げ加工していますが、このようなU曲げ加工は、絞り曲げと呼ばれることもあり、一般には以下のイメージ図のような曲げ型を用いてプレス加工します。
【U曲げ加工(絞り曲げ加工)のイメージ図】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工
- 製品名称 : U曲げ固定金具(U溝スライド金具)
- お客様 : 企業様向け
- 製品用途 : 家具・調度品・インテリア内装関係の用途を想定した固定金具(スライド金具)
- 設計者 : お客様
- 加工用図面形式 : 手書き作図FAX図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 44mm(W)×65mm(L)×10mm(H)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : t3.0mm
- 表面処理 : なし
- 製作数量 : 1個試作
- ブランク加工方法 : シャーリングカット(3)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数 :3箇所(U曲げ×1、90度L曲げ×1)
- 絞り加工 : なし(U曲げは一種の絞り加工)
- 穴加工方法 : プレス抜き(セットプレス(4))
- 穴加工数 : 3-φ4.5穴
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 3.8(+2、-0)(U溝の幅)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不要
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日12日以上程度)
- 評価(満足度) :
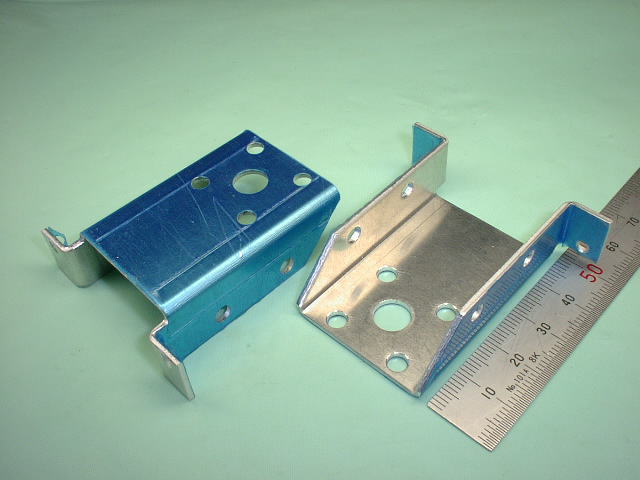
自作アルミケース|アルミ板の板金加工例
アルミ板の板金加工サンプルとして、個人様の趣味の板金部品として利用する自作アルミケース(アルミシャーシ)(A5052P t2.0)の板金加工実績です。
製品サンプル写真(クリックで拡大)
 自作アルミケース(アルミボックス) アルミ板 A5052P t2.0
自作アルミケース(アルミボックス) アルミ板 A5052P t2.0
図面形状又はスケッチデータ
【自作アルミケース(アルミボックス)の概略形状及び部品構成】
【自作アルミケース(アルミボックス) アルミ板 A5052P t2.0 の製作図面】
ケース(ボックス)の作り方のその他の例
ケース(ボックス)の作り方として他には例えば、本体シャーシを以下のような写真及び図面とし、この上にコの字のフタ(カバー)を被せてケース(ボックス)にするような方法もあります。
この方法ですと、本体シャーシの上に被せるフタ(カバー)は単純ですが、本体シャーシについては、ブランク形状及び曲げ加工が煩雑になりあまり簡易とは言えません。
 アルミ板 A5052P t1.0
アルミ板 A5052P t1.0
【ケース(ボックス)用の本体シャーシの板金加工例の写真】
【ケース(ボックス)用の本体シャーシの図面例 アルミ板 A5052P t1.0】
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工
- 製品名称 : 自作アルミケース(アルミボックス)
- お客様 : 個人様向け
- 製品用途 : 個人様の趣味として利用するオリジナル自作アルミシャーシ
- 設計者 : お客様(精密板金 wiz にて最終ご提案)
- 加工用図面形式 : 手書き作図FAX図面
- 製品構成部品点数 : 2点
- 組立方法 : ねじ止め(ビス止め)
- 製品概略サイズ : 110mm(W)×200mm(L)×60mm(H)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : t2.0mm
- 表面処理 : なし
- 製作数量 : 1個試作
- ブランク加工方法 : シャーリングカット(3)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数(上側シャーシ) :4箇所
- 曲げ加工箇所数(下側シャーシ) :2箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(4)
- 穴加工数(上側シャーシ) : φ30穴、φ7穴、φ12穴、φ13穴、4-φ4穴、□52×60角穴
- 穴加工数(下側シャーシ) : φ15穴、φ20穴、4-φ3穴、6-φ3.5穴、10-□5×30角穴
- 穴加工数(皿ざぐり穴)(上側シャーシ) : 2-M3ネジ用皿もみ
- タップ加工数(上側シャーシ) : 6-M3
- タップ加工数(下側シャーシ) : 4-M3
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(7) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不要
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
注記(用語の説明)
- 注(1).タレットパンチプレス(タレパン、NCT) 参考英語:Turret punch press
- 通称”タレパン”又は”NCT”とも言われ、板金加工に一般によく使われるプレス機械の一種。
形状の異なった多数の金型を円状または扇状の「タレット」とよばれる金型ホルダーに配置し、NC制御によって任意の金型をスライド下部に回転させ、素材の所定の位置に所定の打抜き作業ができるクランクプレス(クランク機構によってスライドを駆動するプレス)。
板金加工における薄板のブランク加工(外形や抜き穴の加工)を自動で行うことができる機械(参考写真以下)。

- 注(2).ブレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(4).セットプレス
- 鋼板・板材に穴などのパンチング加工を行う機械。

- 注(5).ケトバシ(足踏みプレス・フートプレス)
- 完全手動のプレス機械。足で蹴飛ばすことを動力とする。ごく少量試作板金等には重宝する。

- 注(6).ワイヤーカット(ワイヤー加工)
- 工作物と電極との間の放電現象を利用して行う加工。
走行する金属製(主に真鍮製)のワイヤー電極を用いて電極・工作物間に短い周期で繰り返されるアーク放電によって被加工物表面の一部を除去する機械加工の方法。
ワイヤー加工は、被加工物が電気を通す材質(導体)でなければ加工できないという特徴がある。精度の高い加工が可能なため金型を製作するために広く用いられる。ワイヤー加工を行う工作機械をワイヤ放電加工機という(参考写真以下)。

- 注(7).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
関連情報・参考ページ
- 精密板金とは・板金加工とは
- 精密板金・板金加工の詳しい解説。自動車板金・建築板金との違い、製作実例、薄板金属への主な加工内容・工程、板金材料・材質・板厚の説明など。
- お見積もり・お問合わせ
- 精密板金・板金加工などのお見積もりのご依頼方法(必要事項、送付いただく図面形式など)、お問い合わせ先、担当者、営業日など。
- 図面作成,書き方|製図ガイド
- 三角法による一般的な図面作成例・板金図面の書き方のポイントなど。図面記号・指示記号や図面に記載する基本的なことなどを板金加工品の実例を基にご紹介。製図用紙サンプルもあり。
- 薄板金属材料・加工技術
- 精密板金 wiz で対応可能な薄板金属材料・板金材料や加工方法・内容などの説明。