SUS304CSP等 バネ鋼(SUSバネ材)の板金加工・板ばね加工サンプル
板金加工分野において、よく”サスばね材(SUSバネ材)”、或いは、”ステンレスバネ鋼”、”ステンレスばね材”などと呼ばれて薄板バネやシム板、エッチング材などに一般によく用いられる、SUS304CSP に代表されるバネ用ステンレス鋼帯による板バネ・精密板金加工実例・製品サンプルです。
ステンレスバネ鋼(SUSバネ鋼)で最も一般的な材料は、SUS304-CSP です。(”さすさんまるよん-しーえすぴー”と読みます。)
薄板ステンレス鋼板(鋼帯)の板バネ材料と言えば、通常はこの SUS304CSP が広く利用されます。
SUS304CSPの他には、SUS301CSP などのステンレスバネ鋼もありますが、精密板金 wiz では SUS301CSPは SUS304CSP よりも更に硬さを求められるバネや特に要求のある場合に使用することがあります。
SUS304CSPやSUS301CSPは、いずれもオーステナイト系ステンレス鋼のもつ強い加工硬化特性や耐食性を利用した高精度・高強度の板バネ材として利用されるバネ用ステンレス鋼帯です。
ステンレスバネ鋼によるそれぞれの板バネ・板金加工サンプルごとに、実際に行った板金の加工方法や用途、図面形状などの情報も公開できる範囲で掲載しておりますのでお見積もり・ご注文の際の参考にしてください。
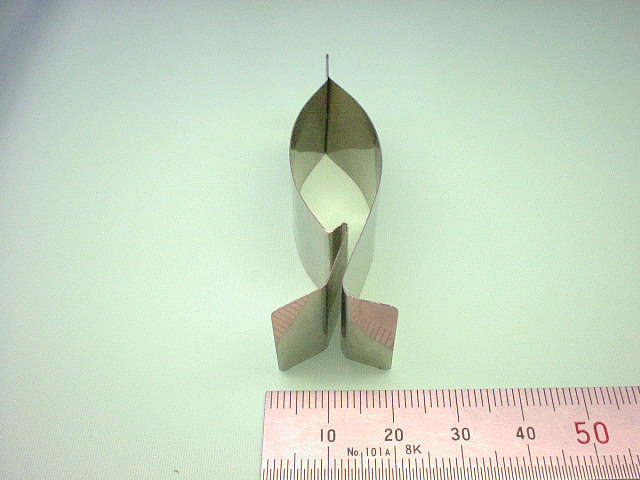
ステンレスクリップ(SUS板ばねクリップ)試作品 |薄板バネ・板金加工例
ステンレスバネ鋼(SUSバネ材)の板ばね・板金加工サンプルとして、機械装置内の固定用のステンレスクリップとして利用する SUS304-CSP t0.3 によるステンレスクリップ(SUS板ばねクリップ)試作品の製作実績です。
製品サンプル写真(クリックで拡大)
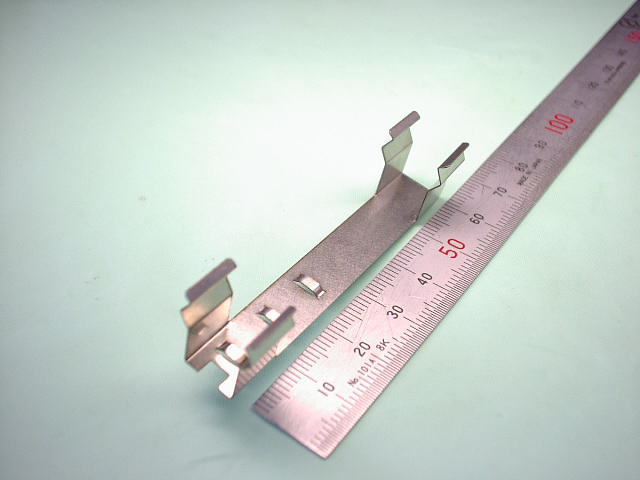 ステンレスクリップ(SUS板ばねクリップ) SUS304-CSP t0.3
ステンレスクリップ(SUS板ばねクリップ) SUS304-CSP t0.3
図面形状又はスケッチデータ
【ステンレスクリップ(SUS板ばねクリップ)の概略形状・使用方法図面】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工、試作
- 製品名称 : 固定用ステンレスクリップ(SUS板バネクリップ)
- お客様 : 企業様向け
- 製品用途 : ●●装置の●●固定用のステンレスクリップとして利用(●●は社外秘)
- 設計者 : 原案はお客様、精密板金 wiz が形状変更をご提案
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 約14mm(W)×約65mm(L)×約15mm(H)
- 素材材質・材料 : ステンレスばね材(SUSバネ材) SUS304-SCP 1/2H
- 板厚 : t0.3mm
- 表面処理 : なし
- 製作数量 : 1個
- ブランク加工方法 : レーザー加工(レーザーカット)(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)(16箇所)
- 絞り加工 : 切り起こし&絞り(3箇所)
- 穴加工方法 : -
- 穴加工数 : なし
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(9) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 必要(3箇所の切り起こし&絞り加工部用)
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
クリップハンガー板バネ試作品 |薄板バネ・板金加工例
ステンレスバネ鋼(SUSバネ材)の板ばね・板金加工サンプルとして、脱着が容易なクリップとして使用する目的の試作品 SUS304-CSP t0.2/t0.8/t0.6 による3種類のステンレスクリップハンガー板バネの製作実績です。
製品サンプル写真(クリックで拡大)
クリップハンガー板バネ 試作① SUSバネ材 SUS304-CSP 1/2H t0.2
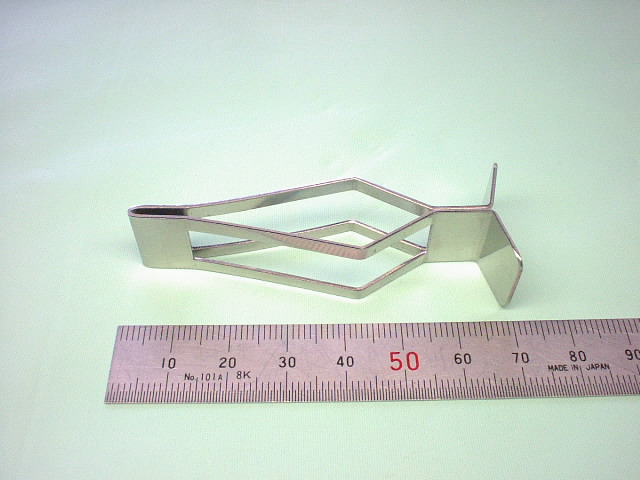
クリップハンガー板バネ 試作② SUSバネ材 SUS304-CSP 1/2H t0.8
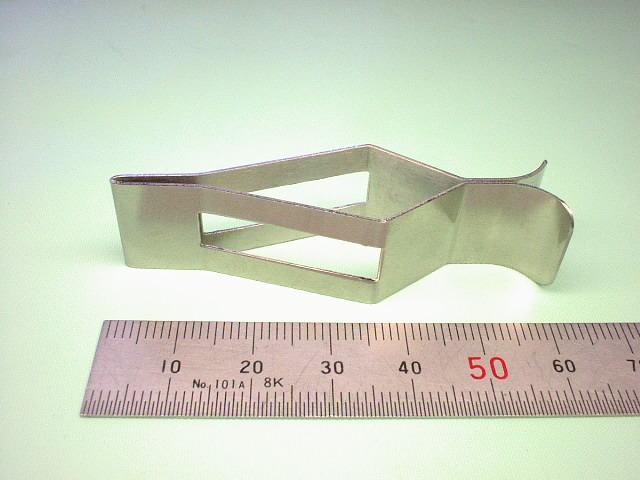
クリップハンガー板バネ 試作③ SUSバネ材 SUS304-CSP 1/2H t0.6
図面形状又はスケッチデータ
【クリップハンガー板バネ 試作①製作用図面(SUS板ばね材 SUS304-CSP 1/2H t0.2)】
【クリップハンガー板バネ 試作②製作用図面(SUS板ばね材 SUS304-CSP 1/2H t0.8)】
【クリップハンガー板バネ 試作③製作用図面(SUS板ばね材 SUS304-CSP 1/2H t0.6)】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工、板バネ加工、試作
- 製品名称 : ステンレスクリップハンガー板バネ(仮称)
- お客様 : 企業様向け
- 製品用途 : 脱着が容易なクリップとして使用
- 設計者 : 原案はお客様、精密板金 wiz が形状変更をご提案
- 加工用図面形式 : 手書きフリーハンド図面
- 製品構成部品点数 : 3点
- 組立方法 : -
- 製品概略サイズ(試作①) : 約20mm(W)×約70mm(L)×約20mm(H)
- 製品概略サイズ(試作②) : 約20mm(W)×約70mm(L)×約14mm(H)
- 製品概略サイズ(試作③) : 約20mm(W)×約70mm(L)×約18mm(H)
- 素材材質・材料 : ステンレスばね材(SUSバネ材) SUS304-SCP 1/2H
- 板厚 : t0.2mm(試作①)/t0.8mm(試作②)/t0.6mm(試作③)
- 表面処理 : なし
- 製作数量 : 各1個
- ブランク加工方法 : シャーリングカット(3)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数(試作①): 7箇所、R曲げ(送り曲げ)2箇所
- 曲げ加工箇所数(試作②): 9箇所
- 曲げ加工箇所数(試作③): 7箇所、R曲げ(送り曲げ)2箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(4))
- 穴加工数 : 2-8×約50角穴(試作②)、2-8×約26角穴(試作③)
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(9) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :
- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日15日以上程度)
- 評価(満足度) :
シールドケース |薄板バネ・板金加工例
ステンレスバネ鋼(SUSバネ材)の板ばね・板金加工サンプルとして、機械装置内で利用する SUS304-CSP t0.3 ステンレス薄板ばね材シールドケースの製作実績です。
製品サンプル写真(クリックで拡大)
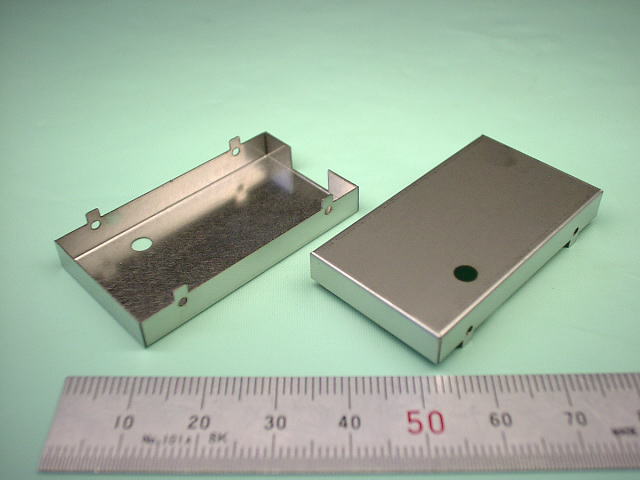 SUS薄板バネ鋼シールドケース SUS304-CSP t0.3
SUS薄板バネ鋼シールドケース SUS304-CSP t0.3
図面形状又はスケッチデータ
【ステンレス薄板ばね材シールドケースの概略図面(SUSばね材 SUS304-CSP 1/2H t0.3)】
【曲げ加工後に追加工により加工した切り欠き部分(開口部)の拡大部模式図】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工、薄板金属加工
- 製品名称 : シールドケース
- お客様 : 企業様向け
- 製品用途 : ●●用のシールドケースとして利用(●●は社外秘)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 25mm(W)×45mm(L)×7.7mm(H)
- 素材材質・材料 : ステンレスばね材(SUSバネ材) SUS304-SCP 1/2H
- 板厚 : t0.3mm
- 表面処理 : なし
- 製作数量 : 5個
- ブランク加工方法 : レーザー加工(レーザーカット)(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 4箇所
- 絞り加工 : なし
- 穴加工方法 : レーザー加工(レーザーカット)(1)
- 穴加工数 : 1-φ3.5穴、4-φ1.5穴
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(9) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不要
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
フォトエッチング加工(ハーフエッチング)リング試作|薄板バネ・板金加工例
ステンレスバネ鋼(SUSバネ材)の板ばね・板金加工サンプルとして、ステンレスエッチング材 SUS304-CSP t0.35(t0.3) によるフォトエッチング加工(ハーフエッチング)リング試作品の製作実績です。
製品サンプル写真(クリックで拡大)
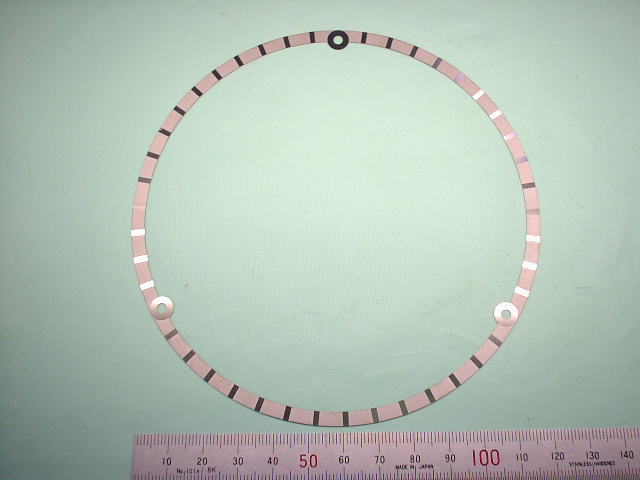 フォトエッチング加工リング SUS304-H t0.35(凹部t0.3)試作
フォトエッチング加工リング SUS304-H t0.35(凹部t0.3)試作
図面形状又はスケッチデータ
【フォトエッチング加工ステンレス薄板リング試作の概略図面 SUS304-H t0.35(凹部t0.3)】
製品情報・板金加工データ等
- 加工カテゴリー : 薄板精密加工、試作
- 製品名称 : ステンレス薄板リング(仮称)
- お客様 : 企業様向け
- 製品用途 : 社外秘
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 約125mm(W)×約125mm(L)×0.35mm(H)
- 素材材質・材料 : ステンレスエッチング材(SUSバネ材) SUS304-H
- 板厚 : t0.35mm(ハーフエッチング加工により凹部はt0.3)
- 表面処理 : なし
- 製作数量 : 320個
- ブランク加工方法 : フォトレジストエッチング加工(5)(ハーフエッチング加工(6))
- 曲げ加工内容: -
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : フォトエッチング加工(5)
- 穴加工数 : 3-φ3.2穴
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : +0.01、-0.02(凸部厚みの公差)、±0.1(リング外・内径等)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(9) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 必要(フォトエッチング加工用パターンフィルム:2版)
- 加工難易度 :

- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
ステンレス板バネホルダー試作品|薄板バネ・板金加工例
ステンレスバネ鋼(SUSバネ材)の板ばね・板金加工サンプルとして、SUSバネ鋼のバネ性を利用したホルダーとして使用する SUS304-CSP t0.5/t0.7 による2種類のステンレス板バネホルダー試作品の製作実績です。
製品サンプル写真(クリックで拡大)

ステンレス板バネホルダー 試作① SUS板バネ材 SUS304-CSP 1/2H t0.5

ステンレス板バネホルダー 試作② SUS板バネ材 SUS304-CSP 1/2H t0.7
図面形状又はスケッチデータ
【ステンレス板バネホルダー 試作①設計図面(SUS板ばね材 SUS304-CSP 1/2H t0.5)】

【試作① 展開図】
【ステンレス板バネホルダー 試作②設計図面(SUS板ばね材 SUS304-CSP 1/2H t0.7)】
【試作② 展開図】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工、板バネ加工、試作
- 製品名称 : ステンレス板バネホルダー(仮称)
- お客様 : 企業様向け
- 製品用途 : ステンレス板ばね材のバネ性を利用したホルダーとして使用(詳細用途不明)
- 設計者 : お客様
- 加工用図面形式 : 手書き画像図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ(試作①) : 約85mm(W)×約105mm(L)×約30mm(H)
- 製品概略サイズ(試作②) : 約85mm(W)×約90mm(L)×約30mm(H)
- 素材材質・材料 : ステンレス板ばね材(SUSバネ材) SUS304-SCP 1/2H
- 板厚 : t0.5mm(試作①)/t0.7mm(試作②)
- 表面処理 : なし
- 製作数量 : 10個(試作①)/5個(試作②)
- ブランク加工方法 : シャーリングカット(3)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数(試作①): 7箇所(鈍角曲げ、鋭角曲げ、約90度曲げ)
- 曲げ加工箇所数(試作②): 5箇所(鈍角曲げ、R付鋭角曲げ、約180度曲げ)、R曲げ1箇所
- 約180度曲げ(試作②): ヘミング曲げ(あざ折り、つぶし曲げ)(7)に近い曲げ加工
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(ケトバシ(8))
- 穴加工数 : 1-φ5穴(試作①)、2-φ5穴(試作②)
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(9) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : ジグ製作必要
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日15日以上程度)
- 評価(満足度) :
板バネロックピン試作品|薄板バネ・板金加工例
ステンレスバネ鋼(SUSバネ材)の板ばね・板金加工サンプルとして、日常用品の新製品のロック部品のテスト用として使用する SUS304-CSP t0.3 による板バネロックピン試作品の製作実績です。
製品サンプル写真(クリックで拡大)
 板バネロックピン SUSバネ鋼 SUS304-CSP t0.3 試作
板バネロックピン SUSバネ鋼 SUS304-CSP t0.3 試作
図面形状又はスケッチデータ
【板バネロックピンの三次元イメージ図】
製作用の実際の図面は以下の通りです。
【板ばねロックピンの加工図面】
製品情報・板金加工データ等
- 加工カテゴリー : 精密板金加工、試作
- 製品名称 : 板バネロックピン(仮称)
- お客様 : 企業様向け
- 製品用途 : ●●の日常用品の新製品に組込まれる板バネ製のロックピンとして利用
- 設計者 : 原案はお客様、精密板金 wiz が形状変更をご提案
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ : 13.6mm(W)×13mm(L)×約2mm(H)
- 素材材質・材料 : SUSバネ材(ステンレスばね材) SUS304-SCP 1/2H
- 板厚 : t0.3mm
- 表面処理 : なし
- 製作数量 : 5個
- ブランク加工方法 : レーザー加工(レーザーカット)(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数: 6箇所+R曲げ
- 絞り加工 : なし
- 穴加工方法 : -
- 穴加工数 : なし
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(9) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 必要
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
注記(用語の説明)
- 注(1).レーザー加工(レーザーカット)
- レンズを使用して被加工物に一点集中させたレーザー光線が熱エネルギーに変換されて得られる高密度のエネルギーを利用して板材などの加工物の加熱・溶融・蒸発・除去を行う加工方法。レーザ加工を行う加工機械をレーザー加工機という(参考写真以下)。

- 注(2).ブレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(4).セットプレス
- 鋼板・板材に穴などのパンチング加工を行う機械。

- 注(5).フォトレジストエッチング加工(フォトエッチング加工)
- 精密な写真技術(画像技術)と化学反応による腐食作用を利用して金属などを溶解加工する加工方法。金属加工分野においては、プリント基板、ICのリードフレームなどの製造に広く利用されている。
被加工物の材料表面に感光樹脂(フォトレジスト)を塗布し、目的の加工形状に作成した写真原版(パターンフィルム)を通した光で露光したあと現像すると、パターンフィルムそのままの形状のレジストが残る。
その後、レジストで保護されていない露出部をエッチング液により化学的に腐食・溶解させることによりパターン通りの形状に加工される。

【フォトエッチング加工の断面イメージ図(通常の両面エッチング加工)】 - 注(6).ハーフエッチング加工
- フォトエッチングにおいて、素材(金属)板の両面から同一パターン形状を化学腐食させエッチングするのではなく、意図的にそれぞれの面のエッチングバランスを制御することによって任意の形状に溶解加工したり(下図のその1:異形パターン例参照)、素材の片面(片側)だけを厚みの途中までエッチングする(下図のその2:片面エッチング加工参照)ようなエッチング加工のこと。

【ハーフエッチング加工の断面イメージ図(その1:異形パターン例)】

【ハーフエッチング加工の断面イメージ図(その2:片面エッチング加工)】 - 注(7).ヘミング曲げ(アザ折り、つぶし曲げ)
- ヘミング曲げとは、曲げ加工方法の一種で、安全性を高めたり、補強目的、あるいは美観を高めるなどを目的として行う曲げ加工のこと。板材の縁(フチ)などの曲げに施される。
アザ折り(あざ折り)や、潰し曲げ(つぶし曲げ)などと言われる場合もある。

【ヘミング曲げ(アザ折り・つぶし曲げ)の説明図 】 - 注(8).ケトバシ(足踏みプレス・フートプレス)
- 完全手動のプレス機械。足で蹴飛ばすことを動力とする。ごく少量試作板金等には重宝する。

- 注(9).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
関連情報・参考ページ
- 精密板金とは・板金加工とは
- 精密板金・板金加工の詳しい解説。自動車板金・建築板金との違い、製作実例、薄板金属への主な加工内容・工程、板金材料・材質・板厚の説明など。
- お見積もり・お問合わせ
- 精密板金・板金加工などのお見積もりのご依頼方法(必要事項、送付いただく図面形式など)、お問い合わせ先、担当者、営業日など。
- 図面作成,書き方|製図ガイド
- 三角法による一般的な図面作成例・板金図面の書き方のポイントなど。図面記号・指示記号や図面に記載する基本的なことなどを板金加工品の実例を基にご紹介。製図用紙サンプルもあり。
- 薄板金属材料・加工技術
- 精密板金 wiz で対応可能な薄板金属材料・板金材料や加工方法・内容などの説明。